年間700万円の材料費削減を実現!DEFORMによる熱間鍛造の歩留まり改善事例

新発田鍛工株式会社
- 設立
- 1944年5月
- 事業内容
- 自動車部品、産業機械部品の製造。各種の精密型打鍛造、金型設計、製作。
- 主要拠点
- 〒957-0082 新潟県新発田市佐々木2907番地
- 従業員数
- 78名(2022年3月末現在)
- 導入時期
- 2022年10月
- ライセンス
- DEFORM-3D
- 主な活用機能
- 材料歩留まり改善の取り組みにおいて、成形性の確認に活用
INDEX
DEFORM導入の概要
導入前の課題と得られた成果
導入前の課題
- 熱間鍛造における材料ロスが常態化し、歩留まり改善が重要なテーマとなっていた
- 材料径の変更などの検討は試作と経験に頼っており、検証効率に課題があった
- 金型設計変更のたびに実機トライや金型改修が必要となり、コストと時間が増大していた
導入後の成果
- 材料径φ36 → φ34の細丸化を実現(1本あたり約200gの削減)
- 材料費 年間約700万円削減
- 金型改修費・試作費削減を含め、年間1,000万円規模の費用対効果
- シミュレーション活用により、実機試作回数を大幅削減
INDEX
導入の背景
損益改善活動から始まったDEFORM検証
新発田鍛工㈱様のDEFORM導入のきっかけは、社長からの「CAEを事業に活かせるのか検証してみてほしい」という発案でした。
当時、同社ではCAEソフトとしてDEFORMの存在は認識していたものの、他のCAEソフトと比較検討したうえで導入を進めたわけではなく、まずは「本当に自社のものづくりに活かせるのか」を見極めることからスタートしました。
損益改善活動で浮上した「材料歩留まり改善」
新発田鍛工様では、週に一度、社長を含めたメンバーによる「損益改善ミーティング」を実施しており、各部門が具体的な改善テーマと数値を持ち寄り、継続的な利益改善に取り組んでいます。その中で、以前から重点テーマとして挙げられていたのが「材料歩留まりの改善」でした。
熱間型打ち鍛造では、製品1個あたり数十~数百グラム単位の材料ロスが積み重なり、年間では大きなコスト差につながります。同社でも、ハンマー鍛造製品を対象に、前工程の形状や鍛造条件の見直しを通じて歩留まり改善に取り組んでいましたが、その検討はどうしても試作と経験に頼る部分が多いのが実情でした。

シミュレーション検証とコスト削減の試算
そこで、「鍛造シミュレーションを活用すれば、この改善活動をさらに加速できるのではないか」という仮説のもと、DEFORM販売代理店である㈱ヤマナカゴーキンへ相談し、検証が始まりました。
導入前の段階で、社内で課題として挙がっていた具体的な3つの製品案件を対象に、ヤマナカゴーキンと共同でDEFORMシミュレーションによる試算を進めました。その結果、材料歩留まりの改善効果を金額ベースで試算すると、「年間1,000万円規模のコスト削減」が見込める可能性が見えてきました。
ただし、初めてCAEを現場に適用するうえで重要なのは、シミュレーション結果が実際の鍛造結果とどこまで一致するのかという点です。そのため、新発田鍛工様とヤマナカゴーキンの間では、解析条件の調整やシミュレーションパターンの検証を何度も繰り返し、実機試作との比較を重ねていきました。
こうした検証の積み重ねを通じて、「これまで実機試作で繰り返してきた試作検証の多くを、シミュレーションに置き換えられるのではないか」という手応えが得られたことで、DEFORM導入の具体的な社内提案へと進んでいきました。
INDEX
導入後の成果
年間700万円削減を実現した歩留まり改善
φ36→φ34への材料細丸化による歩留まり改善
新発田鍛工様では、材料歩留まり改善の取り組みにおいて、DEFORMを主に成形性の確認に活用しています。歩留まり改善の目的は、材料費の削減と、鍛造時に発生するバリの削減です。
今回の事例では、現行素材としてφ36の丸棒材(約2kg)を使用していた製品を対象に、材料径をφ34へ細丸化する検討を行いました。材料重量は約1.7kg強となり、1本あたり約200gの削減を目標とした改善です。
仮にこの施策が実現すれば、材料費だけでも年間約700万円の削減が見込まれていました。

DEFORMを活用した成形性改善の検証フロー
検証は次のプロセスで進められました。
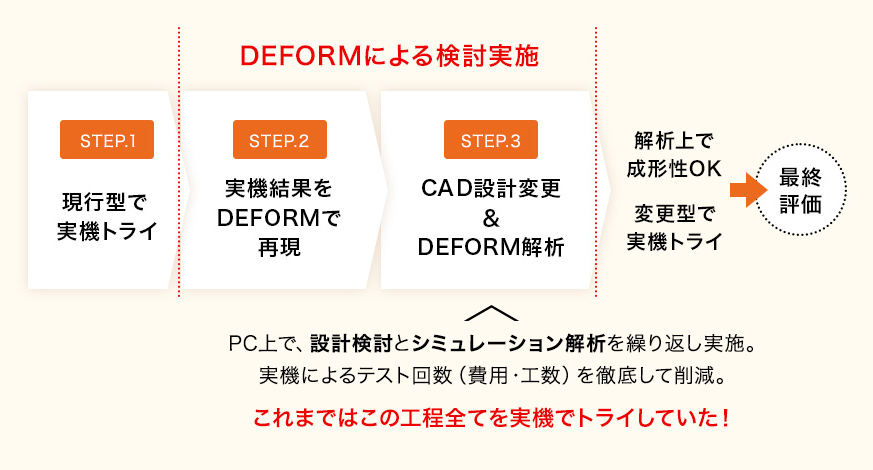
STEP1:現行型でテスト
現行金型で実機試作を行い、成形結果を確認します。今回の事例では、この時点で欠肉(充填不足)が発生し、そのままでは良品にならないことが確認されました。
STEP2:実機再現(解析)
次にDEFORM上で実機結果を再現します。実機で発生した欠肉状態を解析上でも再現することで、解析モデルの再現性を確保します。
STEP3:設計変更・解析
この工程では、CADによる金型設計変更とDEFORM解析をデスクトップ上で繰り返し行い、実機試作ではなくシミュレーション上で成形条件の最適化を進めていきます。
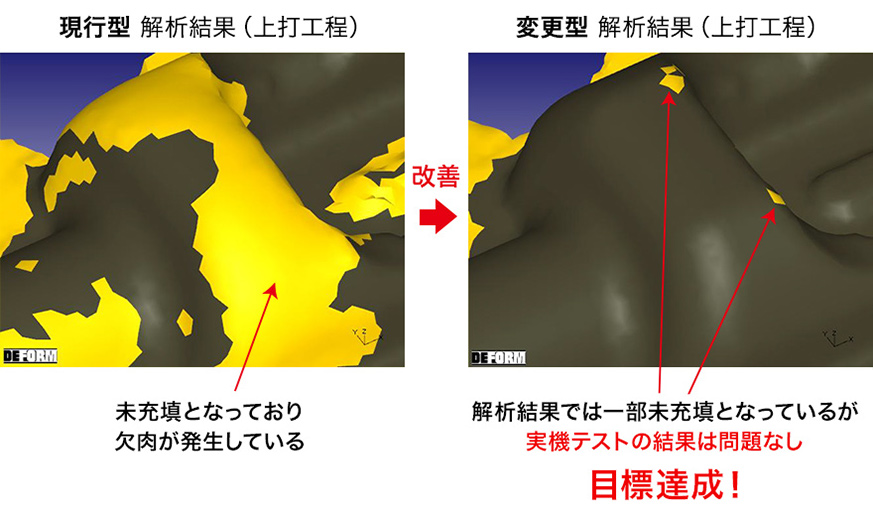
解析上で十分な成形性が確認できた段階で、最終的に、変更金型による実機テストを実施しました。
金型実機トライの大幅削減と年間700万円の材料費削減
この検証のポイントは、これまで実機トライで繰り返していた設計検討の多くを、DEFORMによるシミュレーションに置き換えられたことです。
熱間ハンマー鍛造では、最終製品形状に相当する最終工程の金型形状は変更できません。そのため、欠肉などの問題を改善するには、その前工程である「荒打ち工程」「ブロッカー工程」での金型形状や材料の流れを調整し、最終工程での充填率を高める必要があります。
しかしこれを実機で繰り返す場合、検討のたびに金型の再加工や新規製作が必要となり、多大なコストが発生します。さらに、新発田鍛工様では試作用ラインが存在しないため、量産ラインの合間に試作を組み込む必要があり、生産計画にも影響します。

DEFORMを活用することで、こうした設計検討をシミュレーション上で繰り返し実施できるようになり、実機試作の回数を大幅に削減することができました。最終的には、DEFORM解析で成形性の改善が確認された設計案をもとに、1回の実機テストを実施しただけで、シミュレーションに沿った結果を導くことができました。
この改善により、材料径をφ36からφ34へ変更することが可能となり、材料費だけで年間約700万円の削減を実現しています。さらに金型改修費や試作費の削減まで含めると、年間1,000万円以上の費用対効果が得られていると試算されています。 また、試作による量産ライン停止を最小限に抑えられることから、安定した量産体制の維持にも貢献しています。
実機トライのみに依存していては実現が難しかった今回の成果は、シミュレーションを活用したからこそ得られたものです。従来であれば検討対象になりにくかった大胆な設計変更にも挑戦できたことが、材料費削減と量産性の両立につながったといえるでしょう。
INDEX
QA
お客様の声
現場で感じたDEFORMの活用価値
今回の導入事例では、新発田鍛工様におけるDEFORM活用の実際について、品質技術グループ、副グループ長のN.H様にお話をうかがいました。現在の運用体制や活用効果、ヤマナカゴーキンのサポートについて、現場の視点からご紹介します。
DEFORMは現在どのような体制で運用されていますか?
導入から3年ほどの間は、DEFORMの操作や解析は基本的に私一人で担当してきました。鍛造シミュレーションは条件設定や結果の読み取りにも一定の知識が必要なため、まずは一人で運用しながらノウハウを蓄積してきた形です。
現在は後進への引き継ぎも進めており、現時点では社内で操作できる人員は2名になっています。今後は、不在時の対応や業務の分散も考え、DEFORMを扱える人材を少しずつ増やしていく方針です。
実際にDEFORMを活用して感じているメリットは何ですか?
実機での鍛造テストは、基本的に1打毎の打ち終わった状態しか確認できません。ハンマーで打って金型を開けると、最終的な形状が出てくるだけなので、材料が金型の中でどのように変形しているのかまでは分かりません。
その点、DEFORMでは材料が金型内でどのように流れ、どのように変形していくのかを画面上で確認できます。実際の鍛造は一瞬の現象ですが、シミュレーションではその過程をスローで段階的に追えるため、成形の状況を理解しやすいところも、CAEの大きなメリットだと感じています。
ヤマナカゴーキンのサポートはいかがですか?
サポートについては、非常に手厚く対応していただいていると感じています。定期的に訪問していただき、その際に現場での困り事なども丁寧に聞いてもらっています。
例えば、同一形状で材質だけが異なる2つの製品(SCR420HとS45C)において、SCR420Hではキズ発生率が約40%に達していた一方、S45Cでは問題が発生しないというケースがありました。この案件ではヤマナカゴーキンさんと共同でDEFORM解析を行い、原因の検証を進めることができました。
操作上のトラブルやエラーが発生した際にはサポートセンターに連絡し、対応していただいています。単に質問への回答だけでなく、関連する資料を共有していただいたり、「こういう設定をするとさらに改善できる可能性があります」といった追加のアドバイスをいただける点も助かっています。
他の導入企業での活用事例など、現場で役立つヒントを教えていただけることも多いです。
一方で、電話での口頭説明だけでは状況を伝えにくい場合もあります。緊急時にはオンラインで画面共有しながら対応していただいていますが、こうした形で操作方法や解析条件を確認できる機会が、もう少し増えるとより理解しやすくなると感じています。
INDEX
PR
導入企業様の紹介
最短3週間納入を実現する熱間鍛造メーカー
新発田鍛工株式会社様
新発田鍛工㈱様は、新潟県新発田市に本社を構える熱間型打ちハンマー鍛造メーカーです。輸送機器分野を中心に、自動車・産業機械・電機分野向けの鍛造部品を製造しており、特にステアリング関連部品やヨーク製品、クランクシャフト製品などで豊富な実績を持っています。

同社の大きな特長は、少量多品種の鍛造品製造に強みを持つ点です。試作品の立ち上げにおいては、金型製作を含めて最短3週間での納入も可能としており、このスピードは業界内でも高い競争力を誇っています。
この短納期対応を実現している理由の一つが、金型設計・金型製作・鍛造までを自社内で完結できる「一貫生産体制」です。お客様から製品データを受領後、社内で図面作成から金型の3D設計、加工プログラム作成、金型製作、鍛造までをスムーズに進めることができるため、迅速な試作立ち上げが可能となっています。
また、長年にわたり蓄積された鍛造ノウハウと実績データを活用し、類似製品であれば過去の知見を踏まえた金型設計や工程検討を行えることも強みです。これにより、試作段階から量産を見据えた効率的な工程設計を行うことができます。
さらに、トヨタ式の改善活動をはじめとした品質・工程改善にも積極的に取り組んでおり、現場には長年経験を積んだ技能者と若手技術者、外国人技能実習生が共に働く体制が整っています。蓄積された技術を次世代へ継承しながら、安定した品質と柔軟な生産体制を維持しています。
このような技術力と現場力を背景に、新発田鍛工㈱様は、多くの自動車メーカーや関連企業への納入実績を持ち、鍛造品の試作から量産までを支えるパートナーとして高い信頼を得ています。




