執筆者 : E.Y ㈱ヤマナカゴーキン フィールドセールス チーフエキスパート
切削加工の切りくず排出をCAEシミュレーション|すくい角調整による不良の改善事例
金属の切削加工では、当然のように発生する切りくず。しかしその排出具合ひとつで、工具に絡まり、トラブルを引き起こしたり、製品表面に傷を残してしまうといった問題が発生します。特に自動車部品のような高精度が求められる製品では、わずかな干渉が不良の原因になることも多く、品質管理の面でも見過ごせない課題です。
さらに、切りくずが作業者の手元に飛散することで、労災リスクへと発展するケースもあり、安全性の観点でも軽視できません。
こうした背景から、「切りくずの排出をもっとコントロールできないか」という現場の声が高まりつつあります。そこで注目されているのが、CAEソフト「DEFORM」による切りくずの挙動シミュレーションです。切りくずの流れや溜まりやすい箇所を事前に把握することで、品質トラブルや作業リスクの低減に役立ちます。
目次
DEFORMで切りくず排出挙動を検証・改善した実例
本事例は、DEFORMの代理販売元である弊社㈱ヤマナカゴーキンが、国内の部品加工メーカー様と連携して実施した、「切りくず排出性」に関するシミュレーション検証です。
対象となったのは、フェイスミル工具を用いた加工工程における設定条件の見直しです。従来の標準仕様において切りくずの排出挙動に課題があり、「加工中の切りくず干渉を抑制するための条件を検討したい」という要望を受けて、プロジェクトが始動しました。
すくい角設定と切りくず干渉リスクの関係をCAE検証
対象となったのは、円筒形状ワークに対し、フェイスミル工具を用いて連続的に切削を行う工程です。このような同一形状の加工が連続するケースでは、CAE解析においても全体を通したシミュレーションは必ずしも必要ではなく、特定箇所を抽出して検証するのが一般的です。
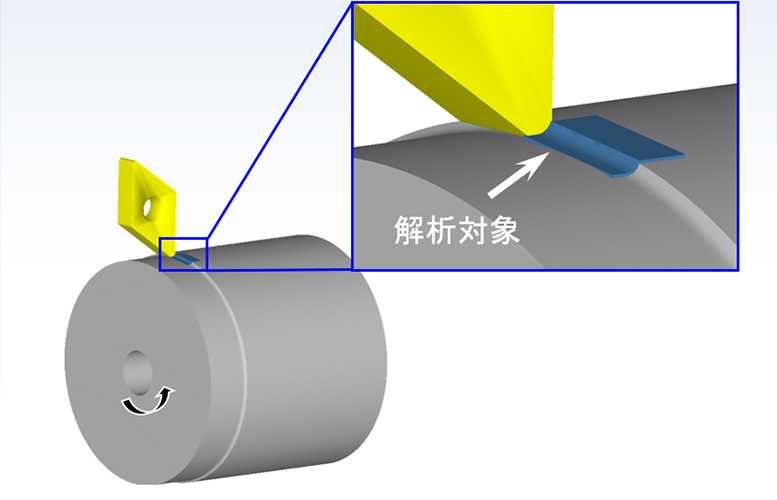
本検証でも、解析負荷を抑えるために、部分的なシミュレーションを実施しました。
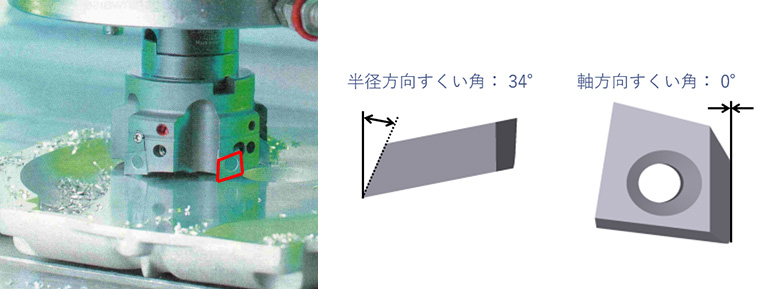
お客様の標準加工条件とシミュレーション検証
すくい角(半径方向):34度
すくい角(軸方向):0度
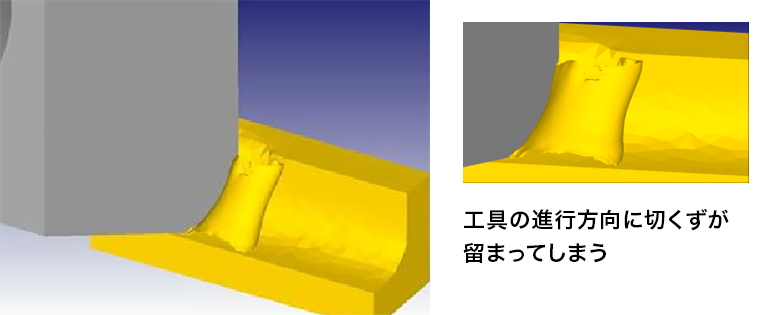
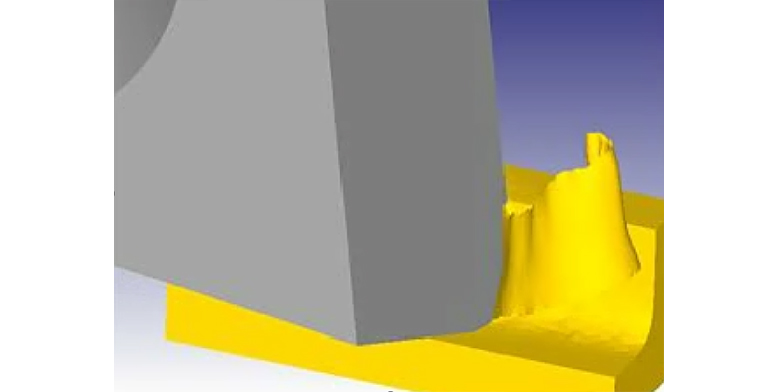
この設定では、切りくずが強くカールしながら工具の進行方向へ排出される傾向が顕著で、結果として切りくずが製品側に噛み込んで表面に損傷を生じたり、工具側に絡みつくといった不具合リスクが懸念されていました。
【1回目の改善】すくい角を変更し、切りくず排出挙動を検証
まずは改善提案①として、以下のような条件変更を加えたうえで、切りくず排出挙動の変化を解析しました。
改善提案①
すくい角(半径方向):34度 → 20度
すくい角(軸方向):0度 → 8度
この設定では、切りくずの排出方向がやや上方に変化し、製品への干渉リスクは一定程度軽減されました。しかし、切りくずのカール傾向は依然として強く、工具側への巻き付きや絡みつきといった問題が、完全には解消されないという結果が得られました。
【2回目の改善】すくい角の最適化で排出挙動が大きく改善
次に改善提案②として、すくい角をさらに追い込んで調整し、以下の条件にて再シミュレーションを実施しました。
改善提案②
すくい角(半径方向):20度 → 9度
すくい角(軸方向):8度 → 7度
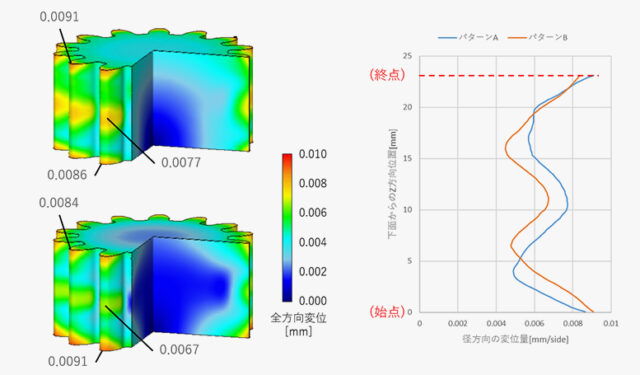
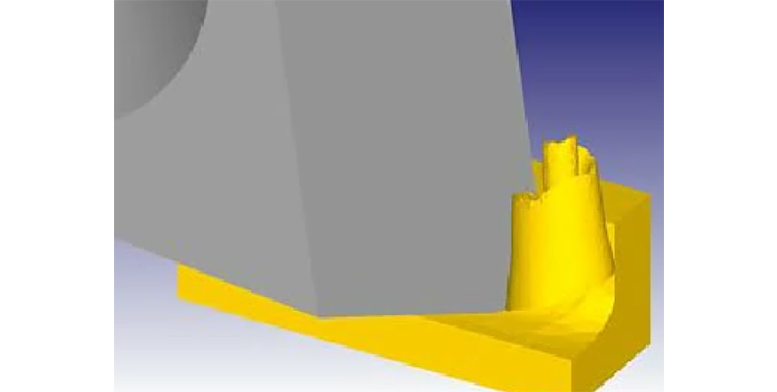
この条件変更により、排出される切りくずに明確な挙動変化が見られ、カールを伴うことなくスムーズに上方へ排出される結果が得られました。
本解析から、切りくずの排出方向や形態は、すくい角の設定差によって大きく変化することが示され、加工条件の設定によって干渉リスクを低減できる可能性が明確になりました。
DEFORMによる切りくずシミュレーションが不具合対策に貢献
最終的にお客様は、改善提案②で提示したすくい角の設定を正式採用。以降の量産工程においても、製品表面の微細な損傷や切りくず絡みに関する不具合は発生せず、安定した加工品質と、良好な切りくず排出性が維持される結果となりました。
CAEソフト「DEFORM」を活用した切りくず挙動の可視化と加工条件の最適化は、従来の経験則や試作に依存した検討プロセスを大幅に効率化し、実用性の高いVA提案ツールとしての有効性を裏付ける結果となりました。
工具メーカーの切りくずマップをDEFORMで効率化
今回ご紹介したような切りくず干渉リスクの可視化・回避だけでなく、CAEソフト「DEFORM」は、工具メーカー様における製品開発・技術提案の場面でも活用が進んでいます。
工具メーカー様の中には、エンドユーザー向けの技術提案資料として「切りくずマップ」を制作するケースがあります。これは、エンドミル・フェイスミル加工において、切削速度・切込み量・送り量などの加工パラメータを変動させながら、実機による加工検証を行い、工具ごと・条件ごとに発生する切りくず形状を体系化したものです。

ただし、すべての工具・すべての条件で実機検証を行うには、膨大な工数や時間、コストがかかってしまうのが現実です。そこで、一部の条件検証をCAEシミュレーションで補完し、マップ作成の効率化を図る取り組みが進められています。
DEFORMは単なるトラブル対応用途にとどまらず、工具設計や技術提案、加工ノウハウの整理といった場面でも活用されており、現場の業務効率化に貢献しています。
切りくず排出の課題に、DEFORMと専門サポートで応える
切りくず排出に関する課題は、加工精度や安全性に直結する重要なテーマです。
今回ご紹介したように、DEFORMを活用すれば、加工条件や工具設計の段階で切りくず挙動を事前に可視化し、的確な改善につなげることが可能です。
㈱ヤマナカゴーキンでは、導入前の技術相談から、実務に即した解析支援、運用定着まで、専門スタッフによる継続サポートを提供しています。さらに、実際の解析事例をご紹介するセミナー動画や、DEFORMを体験いただける操作デモ・セミナーも随時開催しています。

「自社の加工にも応用できそう」「もっと詳しく話を聞いてみたい」と感じられた方は、ぜひお気軽にお問い合わせください。加工現場に根ざした視点で、貴社の課題に寄り添うご提案をいたします。
[関連記事]
> 工具摩耗を減らすために|CAE活用で切削条件を科学的に最適化する方法
> エンドミル形状をリアルに再現|CAE×高精度スキャニングで現場改革を支援
> 鍛造条件の差が残留応力に与える影響をCAEで評価|鍛造×切削加工の工程最適化事例
> 板ものの「反り」をCAEで可視化|再現性の高い加工応力シミュレーション事例
このシミュレーションテーマでよくある質問
切削(マシニング)テンプレートでは、どのようなモデルを解析できますか?
Turning、Boring、 Milling、 Drillingの主な4つのプロセスを設定できます。
ウィザード形式で設定を進めることができ、簡易的なチップなどの形状データを3次元CADを使用せずに作成できる機能やALE法を用いた定常解析を行うことができます。
切りくずの「飛散方向」は予測できますか?
はい、できます。
工具すくい面上で、形成・離脱していく「切りくず」の速度ベクトル(向き・大きさ)を見ることで、ある程度具体的に評価をすることは可能です。
実際に、そういった活用をされているお客様もいらっしゃいます。
ワークを削り終わった後、工具がワークから抜けていく箇所の「バリ」まで見ることは可能ですか?
はい、可能です。
ワーク側のエッジ部に発生する微小なバリ形状についても、メッシュ分解能を十分に高く設定することで、バリの発生位置や形状をDEFORM上で再現・観察することは可能です。
切削加工のシミュレーションでは、計算時間はどの程度かかるのでしょうか?参考になる目安の数値があれば教えてください。
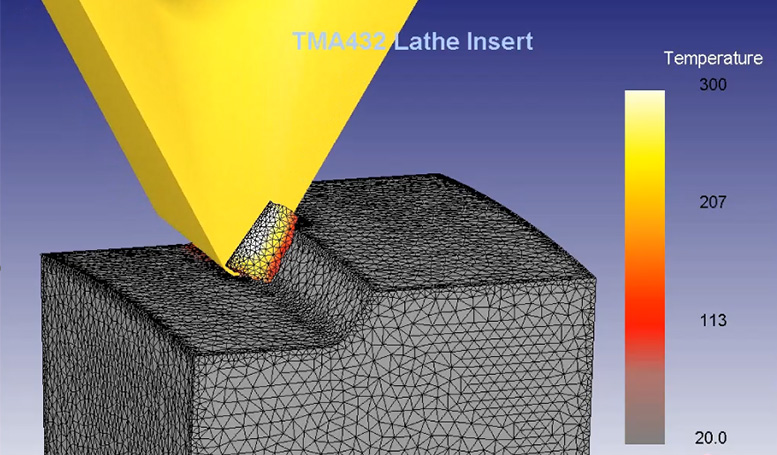
旋削加工(直線)を対象にシミュレーションを行った際のDEFORM上での設定条件、使用PCのスペック、および計算時間は下記のとおりです。
ぜひ参考にしてください。
■ 計算時間
・52分3秒
■ DEFORM 設定条件
・メッシュ数:約3万~4万
・メッシュタイプ:四面体
・オブジェクトタイプ:剛塑性体
・ステップ数:1002
・加工距離:3.3mm
■ PCスペック/実行条件
・CPU:Intel Core i5-14500
・メモリ:64GB
・バージョン/並列:DEFORM 3D v14.0(4並列計算)
本結果はあくまで参考値です。形状の複雑さ、要素サイズ(メッシュ分解能)、接触/摩擦条件、リメッシュ頻度、並列数などにより計算時間は大きく変動します。