執筆者 : E.Y ㈱ヤマナカゴーキン フィールドセールス チーフエキスパート
熱処理CAEとして進化するDEFORM|焼入れ後の硬化状態と変形挙動を可視化
熱処理工程では、焼入れ後の硬さや組織状態だけでなく、ワークに発生する反り・曲がりといった変形をどのように抑えるかが重要な課題になります。
CAEソフトウェア「DEFORM」では、抵抗加熱から焼入れ冷却までの温度推移に加え、マルテンサイトの体積分率分布、硬さ分布、さらに熱処理によるワーク変形までをシミュレーション上で可視化できます。
本コンテンツでは、自動車用ラックバーの熱処理・焼入れシミュレーション事例をもとに、DEFORMによって熱処理後の状態をどこまで事前検証できるのかを具体的にご紹介しています。
目次
硬度と靭性が必要なラックバーを熱処理CAEで事前検証
今回のテーマは、自動車のラック&ピニオン式ステアリング機構に用いられる「ラックバー」の熱処理・焼入れシミュレーションです。
ラックバーは、ピニオンギアとのかみ合いによって、ハンドル操作による回転運動を直線運動へ変換し、その動きをタイヤの舵角変化へ伝える重要部品です。歯部には繰り返し荷重がかかるため、表面には高い硬度と耐摩耗性が求められます。反面、シャフトとしての機能を担う部品でもあるため、内部には折れや割れを防ぐための靭性も必要です。
外形は硬く内部は粘り強く
ラックバーには、外形の歯部は硬く、内部は粘り強いという、相反する特性を両立させることが求められます。そのため、鍛造成形後に熱処理・焼入れを行い、必要な硬さ分布や組織状態をつくり込んでいきます。
しかし従来の工程では、熱処理後の硬さ分布を確認するために、実際に鍛造・熱処理・焼入れを行ったワークを切断し、断面を評価する必要がありました。条件を変えるたびに、実機成形、熱処理、切断、硬度評価を繰り返すことになり、検証には大きな時間とコストがかかります。
DEFORMで熱処理・焼入れ後の状態を事前に可視化
そこで今回、実際にラックバーを製造するメーカー様からの相談を受け、DEFORMによる熱処理・焼入れシミュレーションを実施しました。
熱処理時の温度変化や冷却挙動、マルテンサイトの体積分布、ワークの変形などをCAE上で可視化することで、実機評価に入る前に
「どの条件で焼きが入りやすいのか」
「どのような変形が発生し得るのか」
を事前に検討することを目的としています。
抵抗加熱による焼入れ工程をDEFORM上で再現
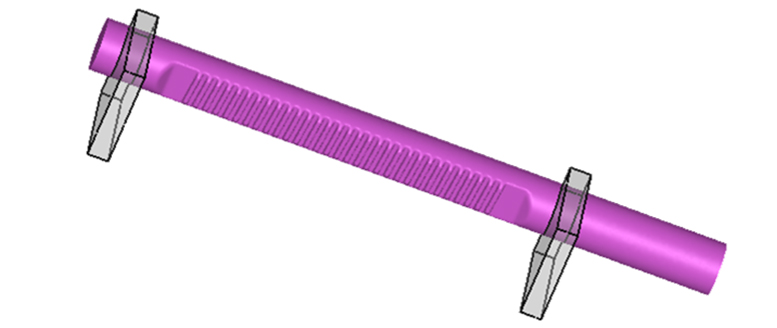
今回のシミュレーションでは、ラックバーの歯部を加熱する工程として「抵抗加熱」を想定しました。
抵抗加熱とは、ワークに接触させた治具間に電圧を与え、電流を流すことで発生するジュール熱によって加熱する手法です。高周波加熱のように非接触で加熱する方式とは異なり、抵抗加熱では治具を介してワークに直接電流を流し、対象部位を加熱します。
今回のラックバーでは、2本の治具でワークを支持し、その治具間にある歯形部分を加熱対象としました。歯部を所定温度まで加熱した後、冷却することで、必要な硬さ分布や組織状態を得る「焼入れ」工程を再現しています。
DEFORMに電圧を与え、電気と熱の挙動を計算
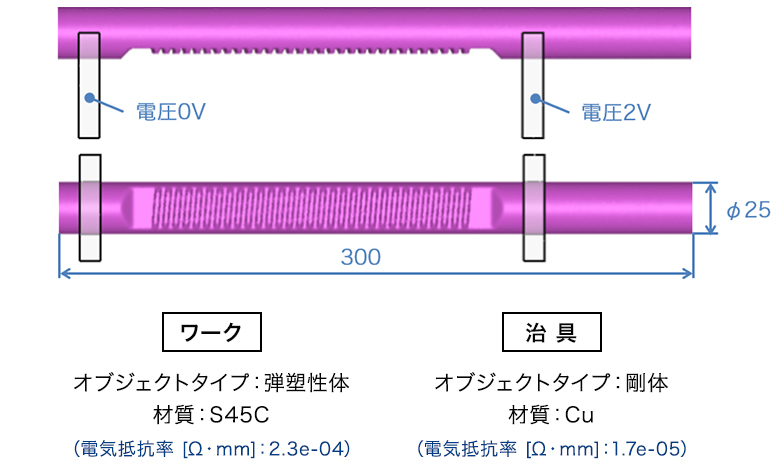
DEFORMでは、抵抗加熱を再現するために、治具間に与える電圧を解析条件として設定します。
電圧を与えることでワーク内に電流が流れ、その電気エネルギーがジュール熱として熱エネルギーへ変換されます。DEFORMでは、この電気的な挙動と熱伝導を連成して計算し、どの部位がどの程度加熱されるのかを解析します。
つまり、単に「温度を与える」のではなく、治具間に電圧を設定し、そこから発生する発熱量と温度上昇をシミュレーション上で求めていく点が特徴です。
今回の事例では、お客様から取得できた情報が主に「目標とする加熱温度」だったため、その温度に到達するように電圧値を調整しながら解析条件を設定しました。ここで使用した電圧値は、実機条件を完全に再現したものではなく、目標温度に合わせるための解析上の設定値として扱っています。
温度別の熱伝達率を設定し、冷却時の挙動を再現
歯形形状部分を抵抗加熱した後は、冷却によって焼入れを行います。この冷却工程を再現するために設定したのが、温度別の「熱伝達率」です。
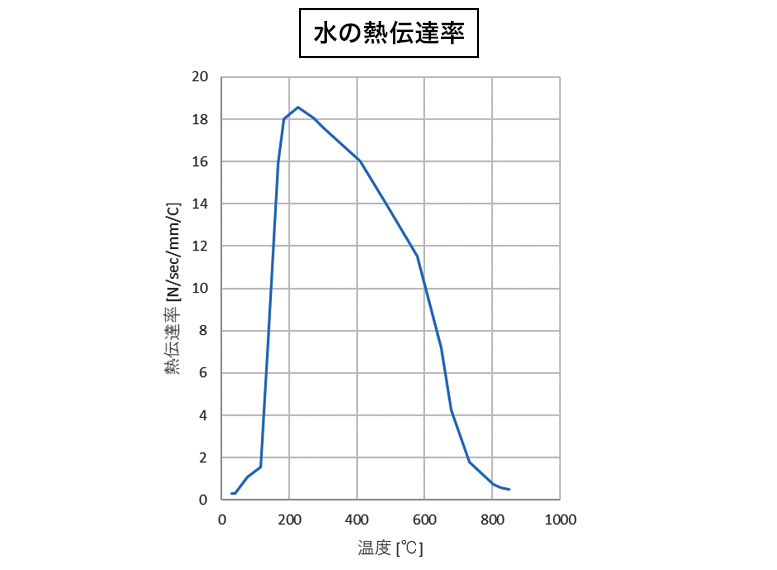
熱伝達率は、簡単にいえば、冷却時にワークからどの程度熱が逃げやすいかを示す値です。今回使用した熱伝達率では、200℃付近で最も冷却が進みやすい特性が示されています。
一方で、100℃付近では熱伝達率が低くなっています。これは、水が沸騰して蒸気になる温度域に近く、ワーク表面に発生する蒸気膜によって、冷却が一時的に進みにくくなるためです。また、600℃や800℃といった高温域でも、温度が下がりにくい傾向がグラフ上に示されています。
今回の解析では、ある大学との共同研究で算出された熱伝達率データを用いることで、単純に一定の冷却条件を与えるのではなく、温度域ごとの「冷えやすさ」の違いを反映しました。これにより、加熱後の温度低下や焼入れ挙動を、より実機に近い条件で検討できるようにしています。
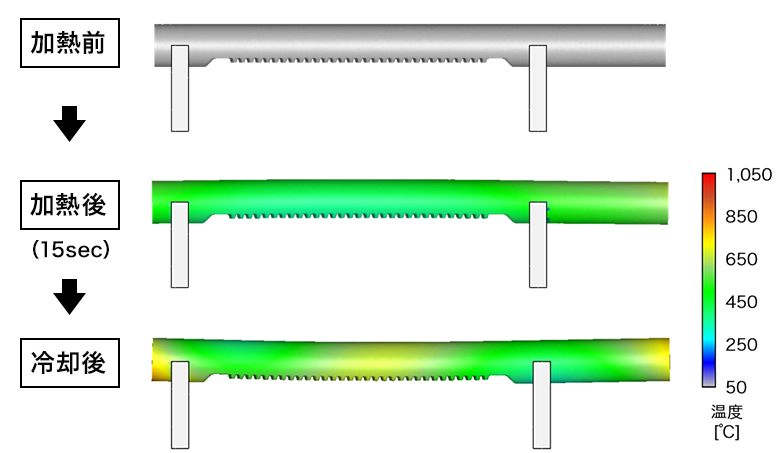
【温度分布の解析結果】― 加熱範囲と冷却挙動を可視化
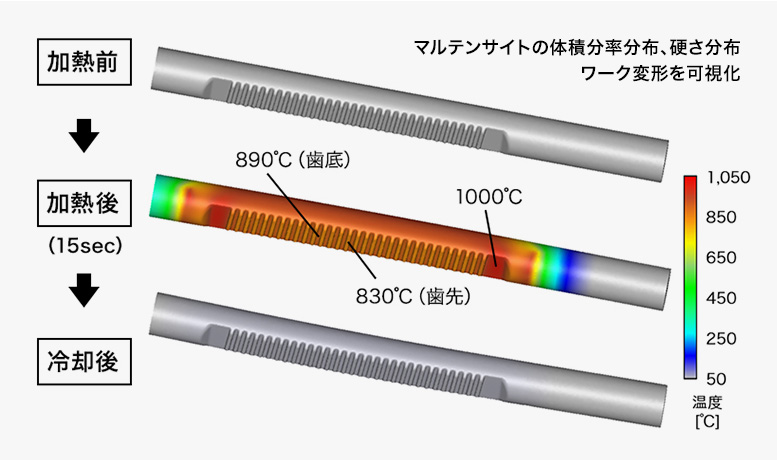
温度分布のシミュレーションでは、抵抗加熱の開始直後から、治具間にあるラックバーの歯形状部分を中心に温度が上昇していく様子を確認できます。
今回の解析では、15秒付近までを加熱工程として設定。治具間に電流を流すことで、歯部周辺の温度が上昇し、解析結果では歯底付近で約830℃、歯座で約890℃、ワーク表面で約950℃、一部では1,000℃付近まで到達していることが確認できます。
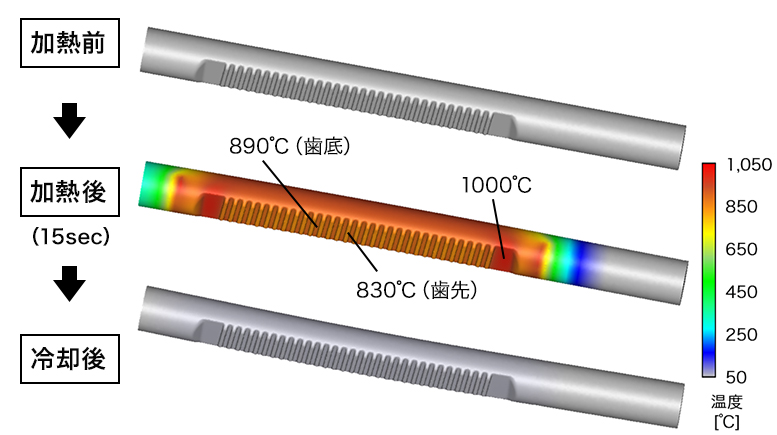
15秒以降は、60℃の水による焼入れ冷却の挙動です。加熱によって赤色から橙色に表示されていた高温部は、冷却開始後、青色へと変化し、最終的にはグレーに近い常温状態へ戻っていきます。
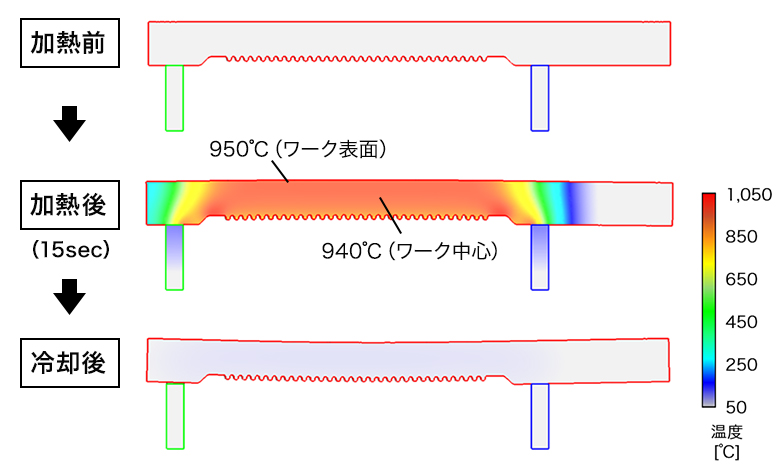
このようにDEFORMでは、抵抗加熱による加熱範囲や最高温度、冷却時の温度低下を一連の流れとして確認でき、焼入れ条件の妥当性を事前に検討できます。
【変形の解析結果】― 熱処理による反り・曲がりを可視化
次に、熱処理によってラックバーに発生する変形を「全方向変位分布」として確認しました。これは、加熱から焼入れ冷却までの過程で、ワーク全体がどの方向へ、どの程度変位するのかを示す解析結果です。
加熱開始後、15秒付近までの加熱工程では、2本の治具間にある歯形部分を中心に温度が上昇し、歯形とは反対側が盛り上がるように変形していく様子が確認できます。スライド上でも、加熱後の状態では、中央付近で約0.7mm、端部で約1.0〜1.5mm程度の変位が示されています。
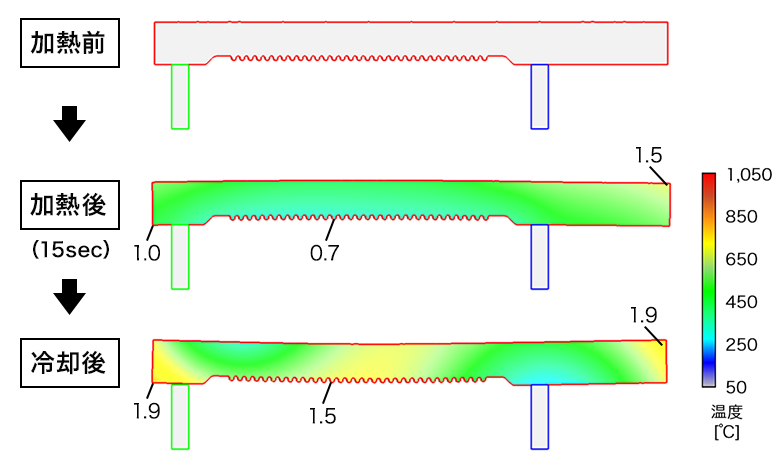
その後、15秒以降の焼入れ冷却工程に入ると、変形の挙動が変化します。冷却後は、歯形側が内側になるように反り返る傾向が見られ、両端部では約1.9mm、中央付近では約1.5mmの変位が確認できます。
このようにDEFORMでは、熱処理・焼入れによって発生する反りや曲がりを、工程の途中経過も含めて可視化できます。従来は実機処理後の測定でしか把握しづらかった変形挙動を、事前にシミュレーション上で確認できる点は、熱処理CAEとしての大きな価値といえます。
【相変態・硬さの解析結果】― 焼入れ後の組織変化と硬度分布を可視化
マルテンサイトの体積分率分布を確認
焼入れによる組織変化を評価するため、DEFORM上で「マルテンサイトの体積分率分布」を確認しました。
加熱中は大きな変化は見られませんが、15秒付近から焼入れ冷却が始まると、治具が接触している箇所や歯形部分から徐々にマルテンサイト化が進んでいきます。冷却が始まる部位から相変態が進行し、その変化にともなって、ラックバーの反り方向も変化していく様子が確認できます。
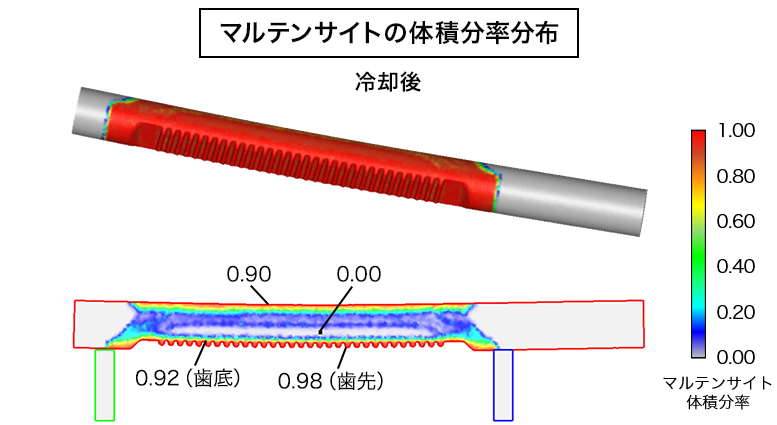
最終的な解析結果では、ラックバーの表層部にマルテンサイト化が集中し、内部はマルテンサイトの体積分率が低い状態として表示されています。つまり、焼入れによって表面側を中心に硬化していることが、シミュレーション上で確認できます。
硬さ分布から「表面は硬く、内部は粘り強い」状態を評価
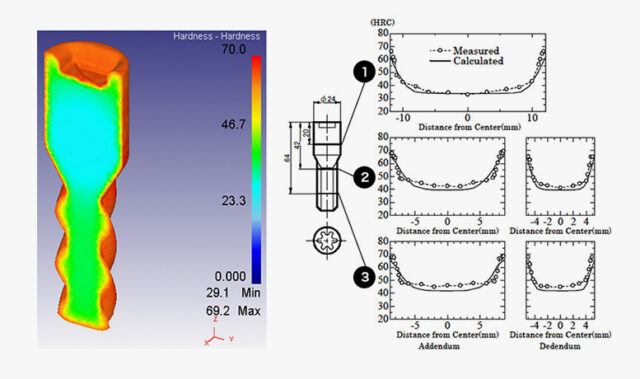
あわせて、焼入れ後の「硬さ分布」も確認しました。
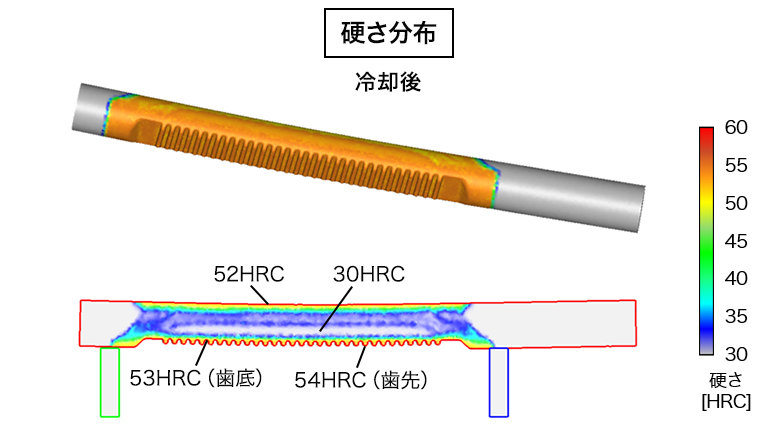
解析結果では、歯底付近で約53HRC、歯先付近で約54HRC、歯座付近で約52HRCの硬さが示されています。一方で、内部側は約30HRC程度となっており、表面側と内部側で硬さに差が出ていることが分かります。
これは、ラックバーに求められる「外形の歯部は硬く、内部は粘り強い」という特性に近い状態を、CAE上で評価できていることを示しています。硬さ分布を可視化することで、焼入れ条件によって、どの範囲まで硬化しているのかを事前に確認できます。
DEFORMで熱処理後の硬化状態と変形を事前検証
今回のシミュレーションでは、温度分布、変形、マルテンサイトの体積分率分布、硬さ分布を一連の解析結果として確認しました。
従来であれば、実際に鍛造・熱処理・焼入れを行い、ワークを切断して硬さや組織状態を評価する必要がありました。しかしDEFORMを活用することで、加熱条件・冷却条件に対する結果を、実機評価の前にシミュレーション上で確認できます。
特に、熱処理による組織変化や硬さ分布に加え、焼入れ後のワーク変形までシミュレーションできる点は、DEFORMの大きな強みです。 表面は硬く、内部は靭性を残すという熱処理後の状態を確認しながら、同時に反りや曲がりの発生傾向も事前に把握できます。

熱処理条件の検討において、硬さだけでなく、変形まで含めて評価したい。実機トライや切断評価の前に、焼入れ条件の方向性を見極めたい。そのような課題をお持ちの方は、ぜひ一度ヤマナカゴーキンまでお気軽にご相談ください。
[関連記事]
> CAEで解明する焼入れシャフトの変形メカニズム|温度・マルテンサイト・応力を可視化
このシミュレーションテーマでよくある質問
熱伝達率の逆計算モジュールは、どのようなモジュールですか?
熱伝達率逆計算モジュールは、通常、変形や熱処理解析で定義している熱伝達率を実験値から逆計算にて求めるモジュールです。
実験で測定した温度履歴データから、最適な熱伝達率を求めることができます。
熱伝達率を、部位ごとに変更して設定することはできますか?
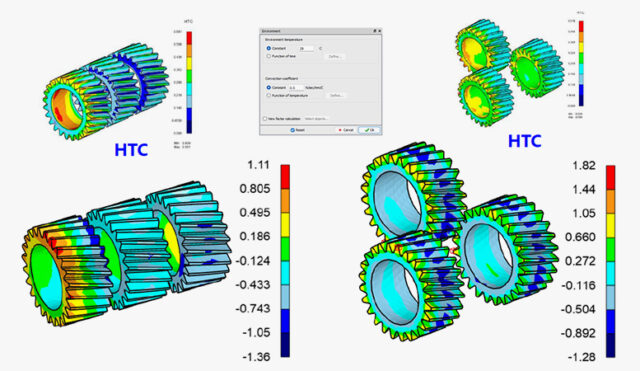
はい、対象物の部位ごとに異なる熱伝達率(HTC)を設定することが可能です。
実機で取得した温度履歴をもとに導出した熱伝達率(HTC)の実測データがあれば、熱伝達率逆計算オプションを使用することで、部位ごとに熱伝達率を変えたシミュレーションが行えます。
下記のVA提案事例では、ヘリカルギアの焼入れシミュレーションにおいて、実測した熱伝達率(HTC)を反映することで、CAEシミュレーションが実機挙動を高い精度で再現できた事例を紹介しています。
熱処理解析のモジュールでは、どのような解析ができるのでしょうか?
相変態を考慮した焼入れ解析や高周波加熱、抵抗加熱、大変形の解析結果から結晶粒予測の機能をご利用頂けます。
相変態を考慮した解析では、昇温/降温中の相変態による体積変化、浸炭・拡散による炭素濃度分布、焼入れ後の硬度分布、各組織相の体積分率などを解析結果から得ることができます。
高周波による加熱の解析はできますか?
はい、できます。
対応ソフト
- DEFORM-HT2/HT3
- DEFORM-2D/3D + オプションMicrostructure(HT)
ただし、まだ解析条件や、形状など、いくつか制約がありますので、詳細のご質問については、サポートまでご連絡ください。