執筆者 : E.Y ㈱ヤマナカゴーキン フィールドセールス チーフエキスパート
CAE×実験計画法(DOE)で歯形鍛造を最適化!絞り角度とR形状の設計検討事例
最適な設計条件を、属人化させずに標準化できたら──。
DEFORMの実験計画法(DOE)を活用することで、設計条件を数値として整理し、再現性のある設計判断が可能になります。本コンテンツでは、歯形鍛造成形を例に、DOEが設計現場にもたらす価値を具体的に解説します。
目次
CAE×DOEで進める鍛造成形の最適設計
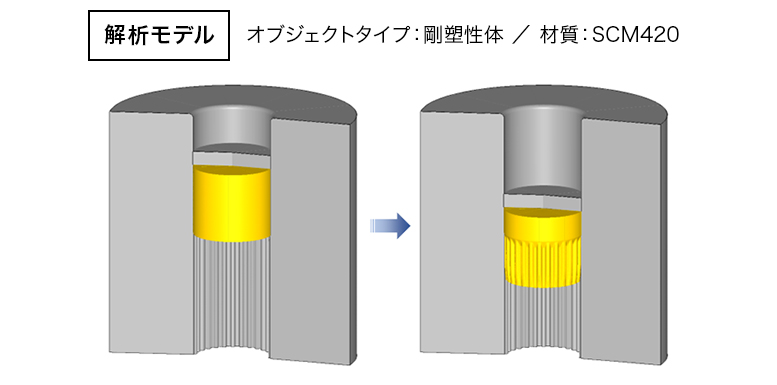
CAEソフトウェア「DEFORM」は、鍛造成形における塑性流動や金型内での変形挙動を、シミュレーションによって把握する目的であれば、2D・3Dの標準解析機能でも十分に対応可能です。
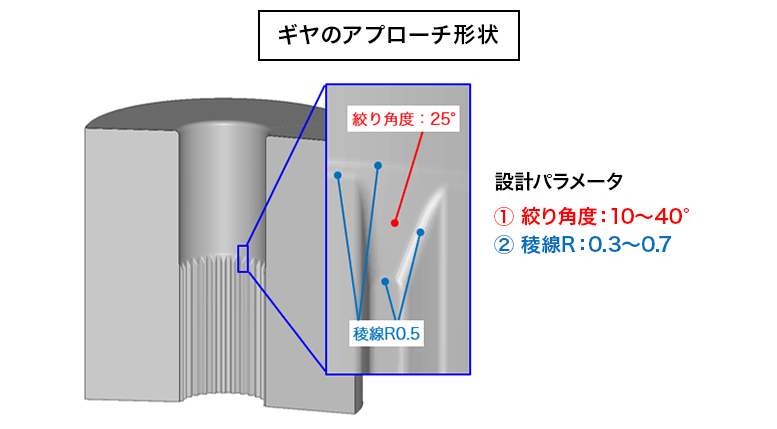
しかし実際の現場では、歯形形状をもつ部品の成形において、アプローチ形状の「絞り角度」や「稜線Rサイズ」といった寸法条件が、充填性や成形荷重に大きく影響します。そのため設計段階で、「どの角度・どのRが最適なのか」を定量的に見極めることが求められるでしょう。
このような形状条件の検討を、実験計画法(DOE)を用いずに行う場合、CADモデル上で角度やRを一つひとつ変更し、その都度CAEシミュレーションを実行して比較する必要があり、多くの時間と工数を要します。
しかし、DEFORMのオプション機能である実験計画法(DOE)を活用すれば、CADモデルと連携しながら複数の形状条件を自動で振り、効率的に解析を実行することが可能になります。
本コンテンツでは、このDOE機能を用いて、歯形形状部品の「絞り角度」「稜線Rサイズ」の最適解を導き出した、実際の解析事例を紹介します。
DOEによる歯形鍛造成形の条件設計概要
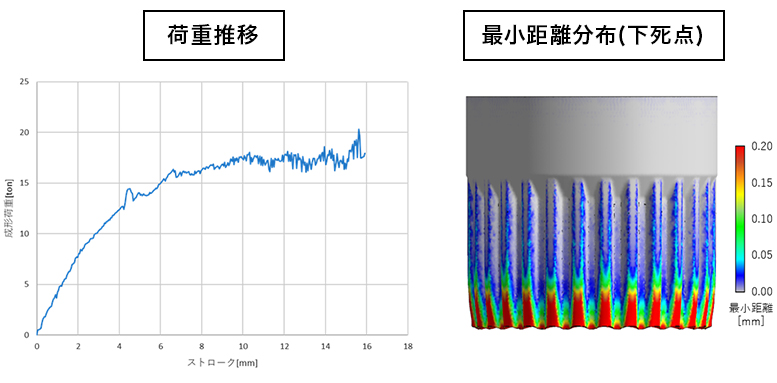
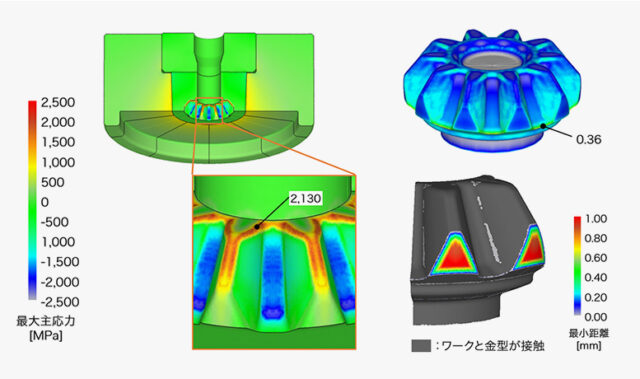
上の図に示すように、本解析ではまず、歯形製品を鍛造成形した際のストローク量に対する「荷重推移」を確認するとともに、「最小距離分布」によって歯形部の充填状態を評価します。
最小距離分布は、製品側と金型側の距離を可視化したもので、赤色に近い領域ほど未充填、グレーに近いほど十分に充填されている状態を示します。歯形先端まで均一にグレーへ近づけることが、良好な成形状態を得ることになります。
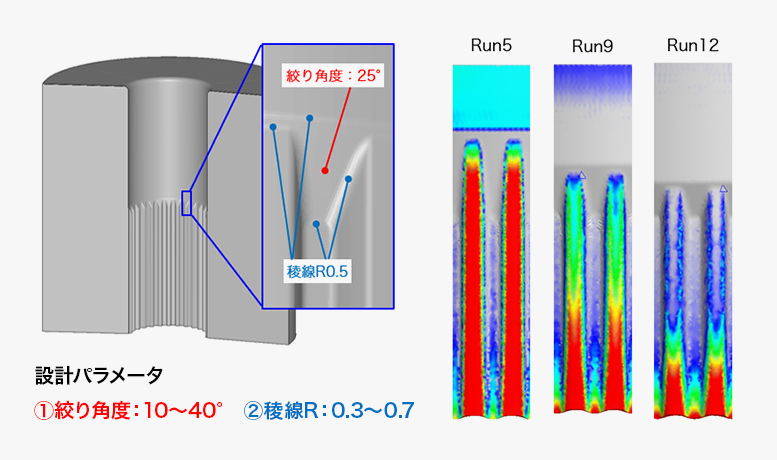
この充填状態を改善するため、本事例ではギヤのアプローチ形状に着目し、「絞り角度」と「稜線Rサイズ」を設計変数として設定しました。
・絞り角度は、10.0度、17.5度、25.0度、32.5度、40.0度の5水準
・稜線Rは、0.3、0.4、0.5、0.6、0.7の5水準
とし、これらを総当たりで組み合わせた「5×5の全25Run」を、実験計画法(DOE)により自動生成しています。

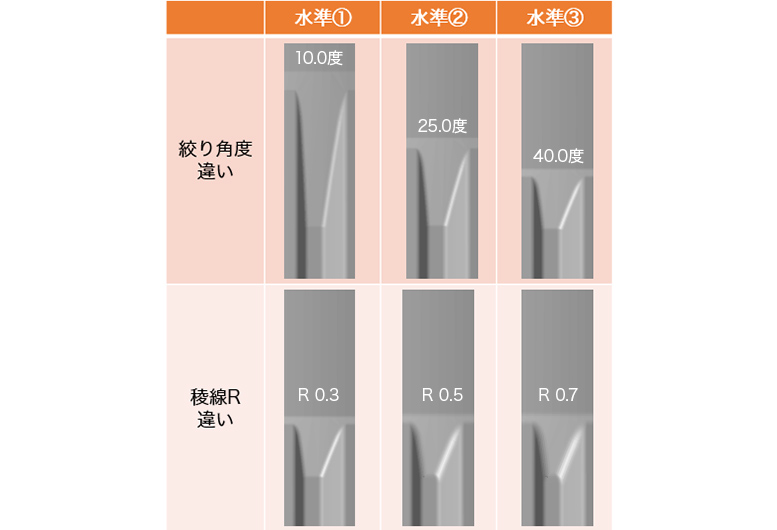
また上図では、代表的な条件として、
・水準①(絞り角度10度・稜線R0.3)
・水準②(絞り角度25度・稜線R0.5)
・水準③(絞り角度40度・稜線R0.7)
のアプローチ形状を並べて示しています。
DOEを用いることで、形状条件の違いが成形挙動や充填性に与える影響を、
・「トルネードチャート」で主要因子を把握し、
・「応答曲面」で条件間の傾向を可視化しながら、
・「合否判定」によって成立範囲を整理
することができます。これにより、設計条件の最適解を効率的に導き出していきます。
CAE×DOEによる解析結果の評価
「トルネードチャート」による因子影響度の分析
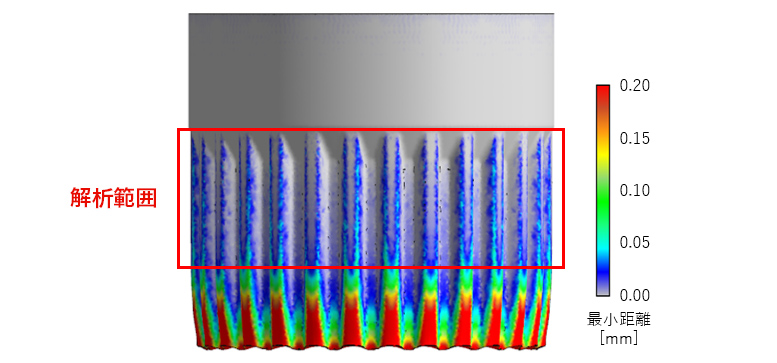
まずDOE結果の整理として、トルネードチャートを用いて各設計変数の影響度を確認します。今回の解析範囲は、歯形のアプローチ形状から歯形中腹付近までとし、成形初期から歯形が立ち上がっていく範囲を評価対象としています。
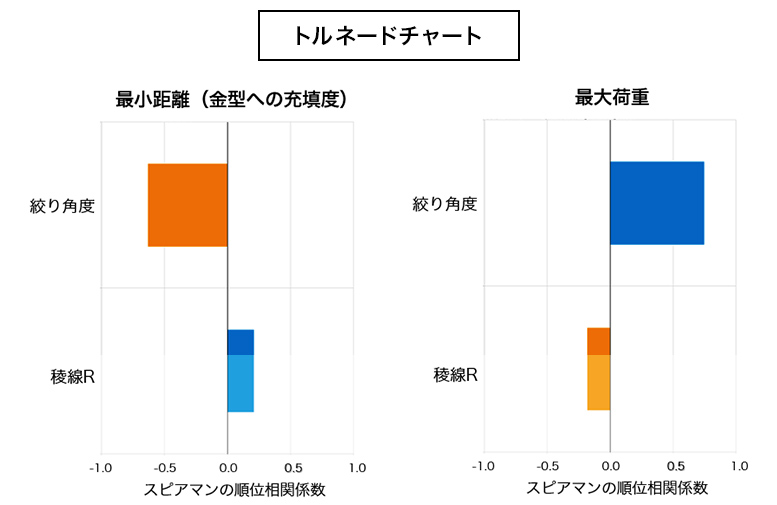
製品側と金型側の最小距離(金型への充填度)に対して、影響が大きい因子は「絞り角度」であることが分かります。絞り角度の棒グラフが大きいということは、角度を変化させることで最小距離の値が大きく変動し、充填状態が大きく左右されることを意味します。
一方で、稜線Rは棒グラフが小さく、R値を変更しても最小距離への影響は限定的であることが読み取れます。
同様に、最大荷重についても、影響度が大きいのは「絞り角度」であり、アプローチ形状の角度設定が成形時の荷重レベルを大きく支配していることが確認できます。
※これは鍛造成形において一般的に知られている傾向であり、歯成形のアプローチ形状では、経験的に、絞り角度28度前後が良好とされてきた背景とも整合します。
また、金型ダメージや局所的な応力集中に着目すると、アプローチ部の稜線R形状が支配的になるケースも多いとされており、影響因子は評価指標によって変わる点に注意が必要です。
「応答曲面」による条件傾向の可視化
トルネードチャートによって、最小距離・最大荷重のいずれにおいても「絞り角度」の影響が大きいことが確認できました。次に重要になるのは、では実際にどの程度の値を採用するのが適切なのかを見定めることです。そこで活用するのが、DEFORMの実験計画法(DOE)に備わる「応答曲面」です。
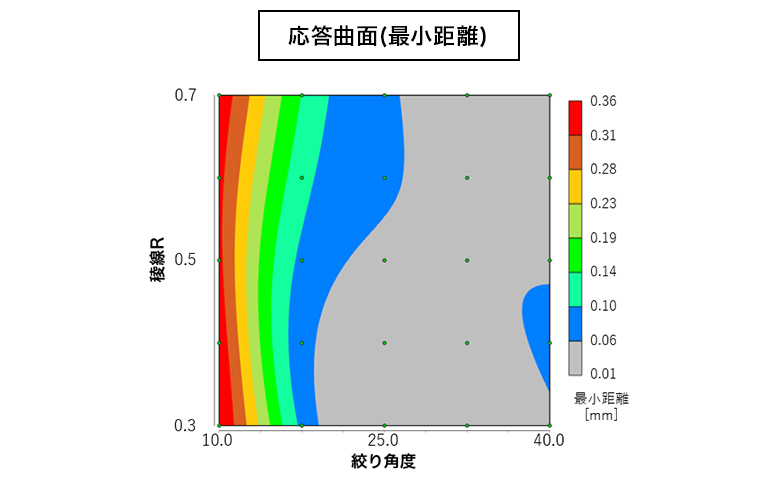
最小距離の応答曲面を見ると、横軸は絞り角度を示しており、右へ行くほどアプローチ形状の絞り角度が大きくなります。また縦軸は稜線Rで、上側ほどRが大きい条件を表しています。この図から、絞り角度は25度以上を確保する必要があることが読み取れます。
さらに稜線Rに着目すると、R0.4付近から、絞り角度40度前後にかけて最小距離が青色となる領域が現れており、最小距離の観点ではR0.5以上の範囲が有望であることが分かります。
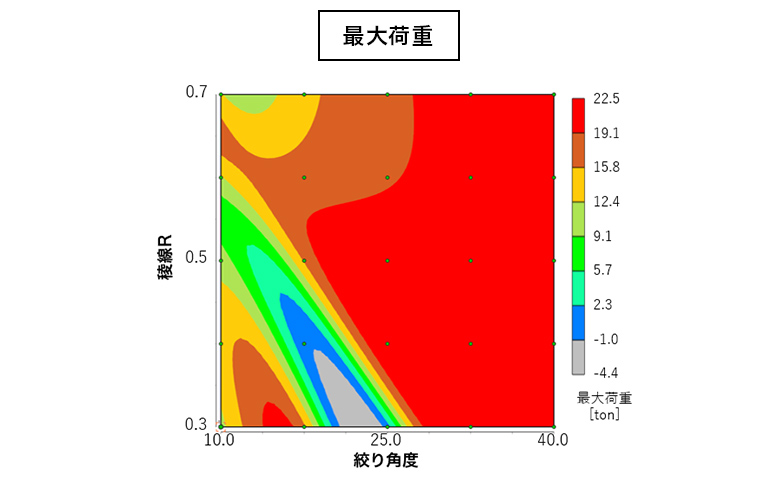
最大荷重の応答曲面では、絞り角度が高くなるにつれて赤色の領域が広がり、成形荷重が増加していく傾向が明確に示されています。その中で、絞り角度が20~25度程度、かつ稜線Rが0.3~0.4付近に、最大荷重が低いグレーの領域が存在しており、このあたりが荷重面での有利な条件と判断できます。
このように、DOEの応答曲面を用いることで、複数の設計変数と評価指標を同時に俯瞰しながら、最適条件の候補範囲を具体的に絞り込むことが可能になります。
「合否判定」による条件の絞り込み
応答曲面によって条件傾向を把握できたとしても、最終的にどの数値を採用するかは、設計者の経験や感覚に委ねられてしまう場面も少なくありません。そこで本事例では、DEFORMの実験計画法(DOE)に備わる「合否判定」機能を活用します。
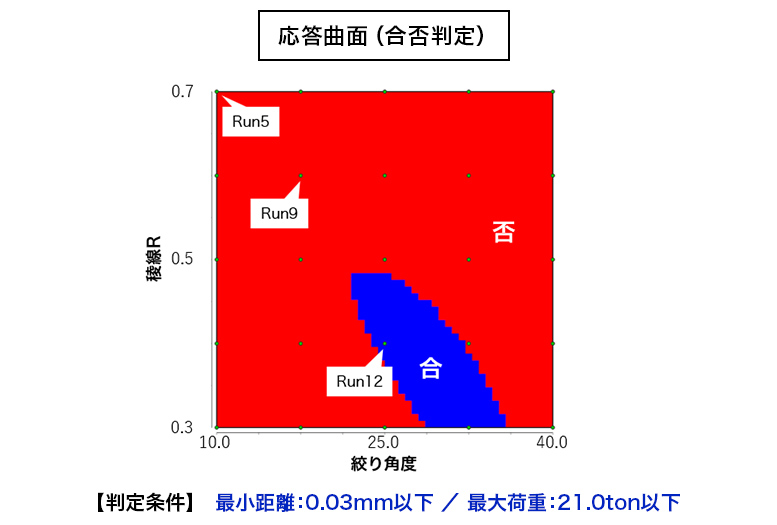
本解析では判定条件として、最小距離を0.03mm以下、かつ最大荷重を21トン以下と設定し、これらを同時に満たすかどうかを基準に評価を行っています。合否判定を適用することで、DEFORM上でこの条件を満たす「絞り角度」と「稜線R」の成立範囲が明確に可視化されます。
その結果、設計者は示された成立領域の中から設計値を選定すればよくなり、条件検討に悩むことなく、根拠を持って標準条件を決定できるようになります。
合否判定による最適条件の抽出結果
本事例の結果としては、合格エリア(青色)に含まれるRun12(絞り角度:25.0度、稜線R:0.4)が、最適な設計条件として有力であると判断できます。この条件は、最小距離と最大荷重の両方において基準を満たしており、充填性と成形負荷のバランスが取れた設定と言えます。
一方で、Run5(絞り角度:10.0度、稜線R:0.7)およびRun9(絞り角度:17.5度、稜線R:0.6)は、いずれも合格範囲には含まれていません。
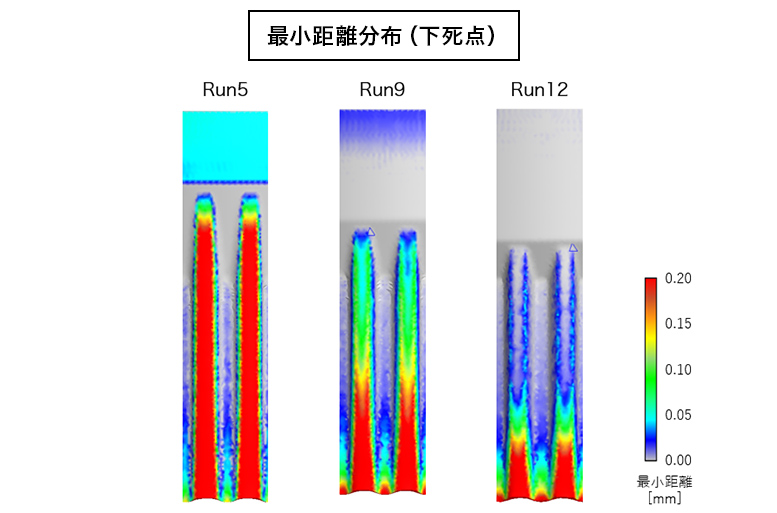
上図に示すように、3条件の最小距離分布を並べて比較すると、その違いは明確です。
Run5では歯形全体にわたって赤色の領域が広く、金型への充填が不足している状態が確認できます。Run9では一部に改善は見られるものの、歯形下部を中心に未充填領域が残っています。
これに対してRun12では、歯形先端部にわずかな距離が残るものの、アプローチ形状から歯形中腹にかけては青~グレーの領域が広がっており、全体として良好な充填状態が得られていることが分かります。
このように、合否判定と最小距離分布を組み合わせて確認することで、どの条件が「使える設計値」なのかを視覚的かつ定量的に判断できるようになり、条件検討に迷うことなく、根拠を持って標準条件を決定できるようになります。
【お客様による導入事例】
> 実機トライからの脱却!DEFORMで進化する鍛造現場の高度活用事例

設計現場を進化させるDEFORMのDOE機能
今回の事例で示したように、実験計画法(DOE)によって導き出した解析結果や設計値は、単発の検討で終わらせるのではなく、設計標準として社内に蓄積し、独自の設計資産として利活用していくことが可能です。
「この形状の場合は、この絞り角度とRを採用する」といった判断を、経験則ではなく数値として可視化することで、次の設計へとスムーズに反映できるようになります。DOEを活用することで、設計判断を属人化させず、再現性のある“標準的な考え方”を社内に根付かせることができるのです。

そして改めて、DEFORMに搭載されている実験計画法(DOE)オプションは、単なる解析補助機能にとどまらず、設計プロセスそのものを進化させる非常に優れた機能だと感じています。
機能の刷新やバージョンアップのたびに、その完成度の高さには、私たちヤマナカゴーキンも正直驚かされてきました。ぜひ皆様にも、このDOEによる設計検討の効率化と判断のしやすさを、実際の解析を通じて体感していただきたいと思います。
DEFORMのDOEオプションを使った設計検討を実際に体感してみたい方は、お気軽にお問い合わせください。解析デモや事例を交えてご紹介します。
[関連記事]
> CAEと実験計画法(DOE)で鍛造金型の寿命を延ばす!締め代の最適化解析事例を紹介
> バーリング加工の条件決定を最適化する|CAEによる実験計画法(DOE)解析事例
このシミュレーションテーマでよくある質問
計算時間を短縮させるためには、どのような方法がありますか?
1.オプション 並列計算を使用
複数のコアを使用して計算することにより、計算時間短縮の効果があります。
※別途ご契約が必要です。
※3D、HT3、F3に対応
■ ライセンスオプション資料のダウンロードページ
DEFORMの計算・業務効率を大幅に改善
2.ハードウェアを性能のよい最新のマシンへ変える。
※5年以上前のマシンをご利用の場合は、マシン更新をお奨め致します。
レンタルライセンス(期間限定)から、永久ライセンス(買い取り型)へ変更することができますか?
変更することができます。
費用等につきましては、弊社営業までご連絡下さい。
ライセンスについての詳しい内容は、下記ページよりご確認ください。
■ 導入プランページ
DEFORM製品8つのラインナップと2つのライセンス形態
オプションを追加したいのですが、すぐに利用できますか?
実験計画法(DOE) 解析を使用するうえで、 CADソフトとの連携はできますか?
はい、3D CADソフト 「SOLIDWORKS」 との連携が可能です。
SOLIDWORKSとの連携により、CADの立ち上げや、STLの書出しを自動で行うことができます。また、形状パラメータでは自動で各水準の3Dモデルを作成し、 DEFORM上での実験計画法(DOE)解析 をより効率的に進めることができます。
具体的な連携方法や運用については、サポートにてご案内しておりますので、お気軽にお問い合わせください。