執筆者 : S.A ㈱ヤマナカゴーキン 営業部 主任
ベベルギア成形×CAE|DEFORMで費用対効果を高める冷間鍛造工程の検討事例
㈱ヤマナカゴーキンは、CAEソフトウェア「DEFORM」を活用し、鍛造・熱処理・切削加工など、さまざまな製造工程の最適化を支援してきました。
単なる解析結果の提示ではなく、CAEを実際の工程改善へつなげ、費用対効果を最大化すること。その価値を、多くの導入企業様と共有してきたことが、私たちの強みです。
今回のテーマは、冷間鍛造です。
冷間鍛造金型メーカーとして50年以上、DEFORMを30年以上活用してきたヤマナカゴーキンが、ベベルギアの歯形成形を題材に、DEFORMを活用した工程検討の流れと、確認すべき4つのポイントを解説します。
目次
冷間鍛造におけるベベルギア成形の基本工程
ディファレンシャルギアに用いられるベベルギアは、冷間鍛造によって成形される駆動系部品のひとつです。
一般的な冷間鍛造工程では、
① まず素材を大まかな形状に近づける「予備成形」を行い、
② その後、歯形をつくり込む「歯形成形」、
③ 最後に中央部を抜く工程
へと進みます。
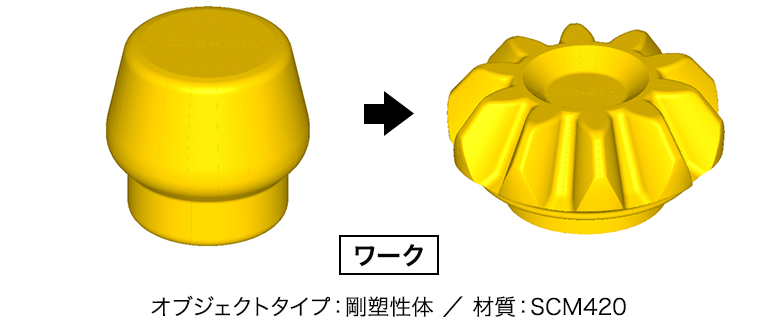
今回の事例では、この3工程のうち、2工程目にあたる歯形成形を対象に、DEFORMによるCAEシミュレーションを実施しています。
フローティングダイスを用いた閉塞鍛造
歯形成形では、上方からパンチを下降させ、予備成形されたワークを金型内で押し広げることで、ベベルギアの歯形を成形します。
この工程では、下ダイスにガスクッションやバネを組み込み、背排圧を加えながら成形する「フローティングダイス」構造が用いられます。上型でワークを押し込むと同時に、下型も荷重を受けながら下がることで、材料の流れを制御しながら歯形部へ充填させていきます。
金型内に材料を閉じ込めた状態で狙いの形状へ成形する工法は、冷間鍛造では「閉塞鍛造」と呼ばれます。高精度な成形が期待できる一方、成形荷重や金型への負荷が大きくなりやすいため、事前検証が重要になります。
DEFORMで確認する4つのポイント
ヤマナカゴーキンでは、こうした冷間鍛造部品の成形検討において、DEFORMを活用し、主に以下の項目を確認しています。
① プレス機の能力内で成形できるか
② 成形時に金型が破損しないか
③ 鍛造品に割れが発生しないか
④ 狙い通りの歯形形状が得られるか
DEFORMによるシミュレーションは、単に成形後の形状を見るためのものではありません。実機試作に入る前に、プレス能力・金型強度・製品品質・形状成立性を確認し、冷間鍛造工程として成立するかを判断するための検証手段です。
以降では、ベベルギアの歯形成形を題材に、各項目をどのように確認していくのかを紹介します。
【ポイント①】保有プレスの能力内で加工できるかを確認
冷間鍛造の工程検討で、最初に確認すべき項目のひとつが、保有しているプレス機の能力内で成形できるかという点です。
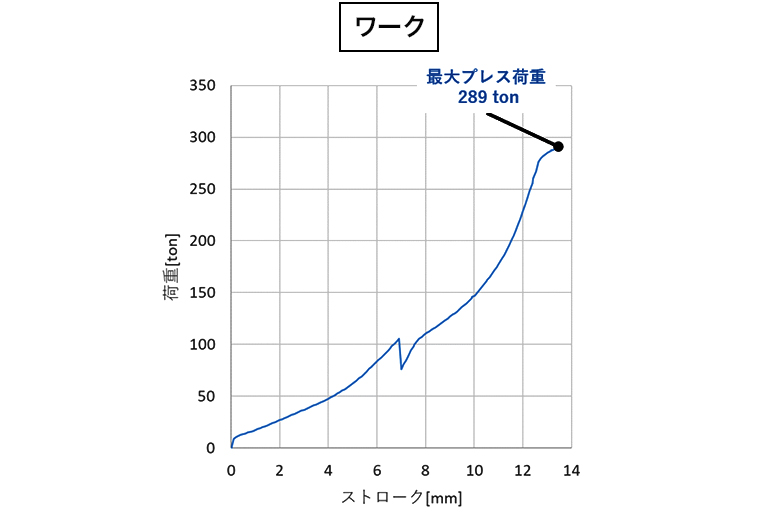
DEFORMでは、シミュレーション結果として、横軸にプレス機のストローク、縦軸に成形荷重を示した「荷重推移」グラフを出力できます。
このグラフを見ることで、
・成形が進むにつれて荷重がどのように変化するか
・最大荷重がどのタイミングで発生するか
を把握できます。
今回の解析では、成形終盤で荷重が大きく上昇し、最大プレス荷重は289tonとなっています。
この荷重推移を、保有プレス機の能力やエネルギー線図と照らし合わせることで、実際にその設備で加工できるかどうかを判断します。試作段階で「打ってみたら荷重が足りなかった」という手戻りを防ぎ、設備選定や工程設計の判断をより早い段階で行うことが可能になります。
【ポイント②】接触面圧+最大主応力で金型破損リスクを確認
保有プレスの能力内で成形できると判断できたら、次に確認するのが金型が破損しないかという点です。
冷間鍛造では、常温で材料を塑性変形させるため、金型には非常に大きな負荷がかかります。特にベベルギアのように歯形部へ材料を充填させる成形では、金型の局所部分に高い荷重が集中しやすく、事前の強度確認が重要になります。
設計初期は「接触面圧」で簡易評価
設計初期段階では、まず「接触面圧」を確認します。
接触面圧とは、ワークと金型が接触する面にどの程度の圧力がかかっているかを示す指標です。ここでは、使用する金型材料の圧縮強度をひとつの基準として、面圧がその範囲内に収まっているかを確認します。
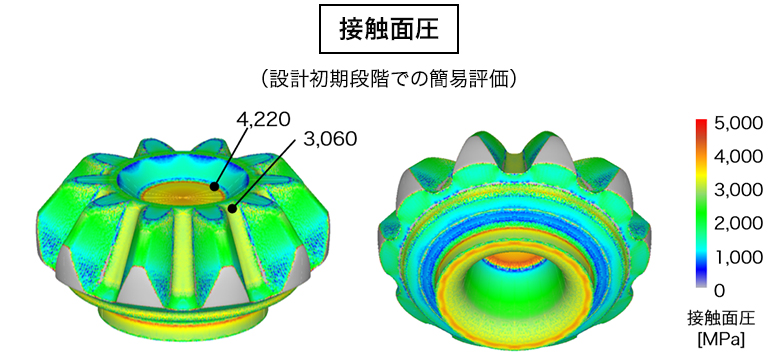
たとえば、超硬材の圧縮強度が4,000MPa程度であれば、DEFORM上で確認した接触面圧がその値を大きく超えていないかを見ます。
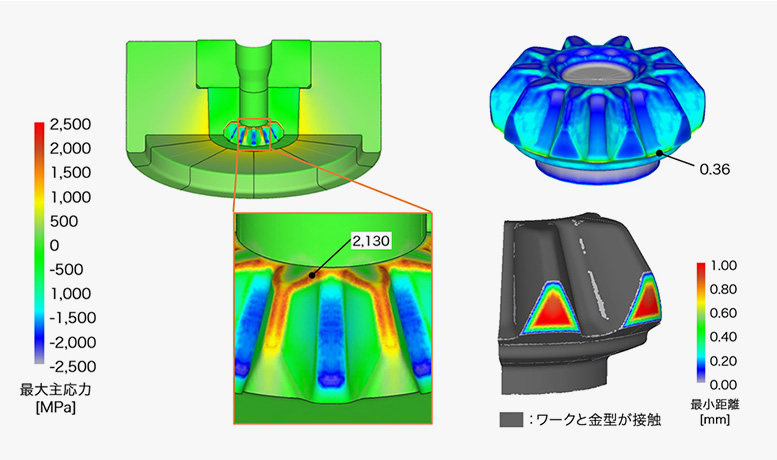
設計最終段階では「最大主応力」で破損リスクを見る
一方、設計が進んだ最終段階では、ワーク側の成形結果だけでなく、金型側にかかる負荷をより詳細に確認します。
その際に弊社が重視しているのが、「最大主応力」です。金型破損は、圧縮だけでなく、局所的な「引張応力」によって割れが発生するケースが多いため、最大主応力の高い箇所を確認することで、割れやすい部分を事前に把握できます。
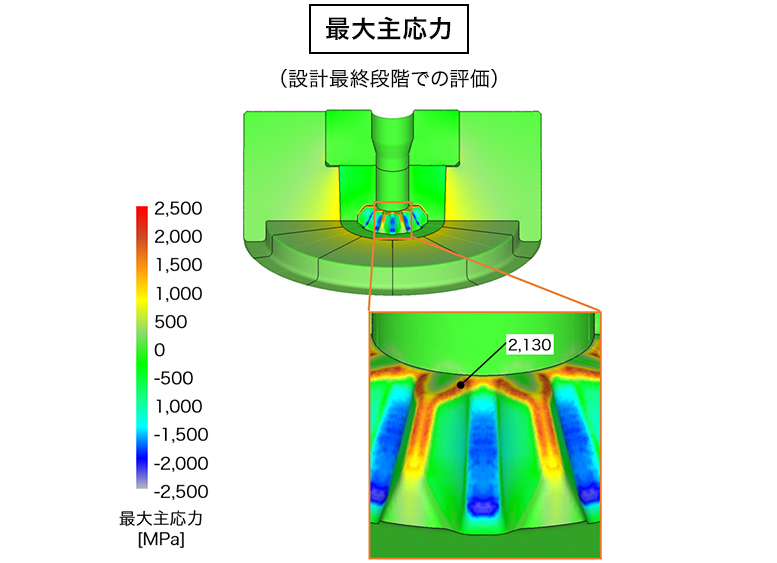
今回の解析では、金型に転写された負荷を確認し、最大主応力が高く出る箇所を可視化しています。ヤマナカゴーキンでは、この値が2,000MPa前後に収まることをひとつの目安として、金型破損のリスクを判断しています。
このようにDEFORMを活用することで、設計初期では接触面圧による簡易評価を行い、設計最終段階では最大主応力による詳細評価へと進めることができます。
金型を作ってから破損リスクに気づくのではなく、設計段階で危険箇所を把握し、材質選定や金型形状の見直しに、都度つなげられる点がCAEシミュレーションの大きなメリットなのです。
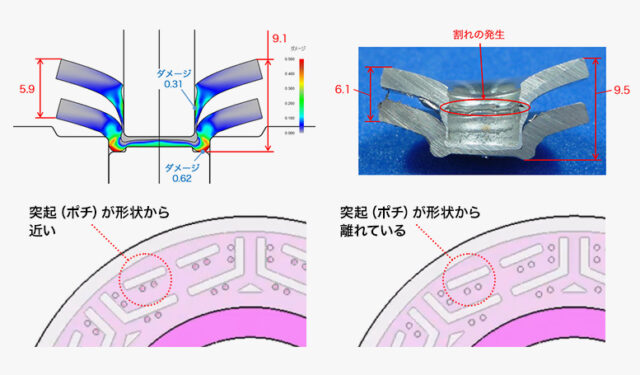
【ポイント③】ダメージ値から鍛造品の割れリスクを確認
金型破損のリスクを確認した後は、鍛造品そのものに割れが発生しないかを確認します。
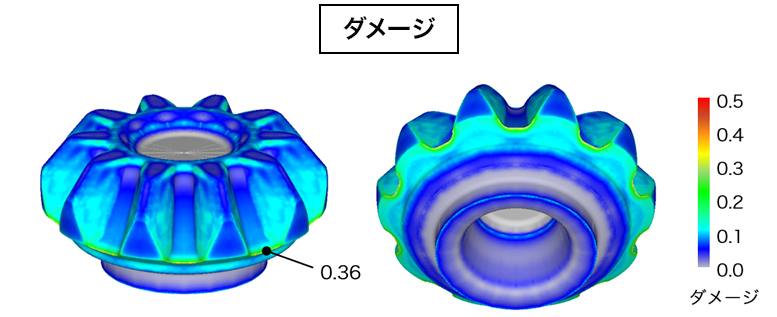
DEFORMでは、鍛造品の割れやすさを評価する指標として「ダメージ」を確認できます。これは、材料が変形する過程でどの程度破壊に近づいているかを示す数値で、値が高いほど割れが発生しやすいと判断されます。
延性破壊条件式から割れの可能性を数値化
DEFORMのダメージ値は、標準では「延性破壊条件式」に基づいて算出されます。代表的なものが、「一般化されたCockcroft&Latham(C&L)」です。

この指標では、引張方向の応力がかかった状態で材料が変形していく過程を、ひずみの進行とともに累積的に評価します。つまり、成形中に材料が「どの部分で、どれだけ割れに近づいているか」を分布として確認できます。
[関連記事]
> 破断挙動を読み解くCAE解析|DEFORMが提供する高度な破断シミュレーション
材料ごとの限界値と照らし合わせて判断
ダメージ値は、材料によって限界値が異なります。そのため、実際の評価では、材料ごとの試験データや過去実績と照らし合わせて判断する必要があります。
今回の事例で使用しているSCM420では、ヤマナカゴーキンの過去実績から、ダメージ値の限界は「0.6前後」がひとつの目安となっています。
今回の解析では、最大箇所のダメージ値は0.36でした。限界値と比較して低い値に収まっているため、この条件では鍛造品に割れが発生する可能性は低いと判断できます。
このようにCAEシミュレーションを活用することで、実機試作前に鍛造品の割れリスクを可視化し、材料や成形条件が妥当かどうかを事前に検討できます。
【ポイント④】最小距離から狙いの形状が得られているかを確認
鍛造品に割れが発生しにくいと判断できたら、最後に確認するのが狙い通りの形状が得られているかという点です。
DEFORMでは、ワークと金型の接触状態を確認するために、「最小距離分布」を活用できます。これは、ワーク表面と金型との距離を可視化するもので、金型に接触している部分、まだ接触していない部分を色分布で確認できます。
未充填箇所を可視化し形状の成立性を確認
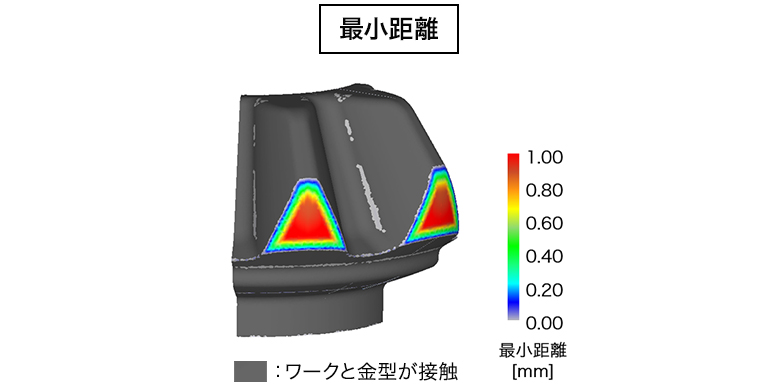
上図では、
・濃いグレーの部分が、ワークと金型が接触している箇所
・薄いグレーや色が付いている部分が、金型と接触していない箇所
を示しています。
つまり、色が付いている部分は、まだ金型形状まで材料が届いていない領域です。この分布を見ることで、歯形部や歯先などに未充填箇所がないか、必要な形状が得られているかを確認できます。
ポイント指定で距離を数値で評価
ただし、分布画像だけでは、評価が感覚的になりやすい面があります。そこでDEFORMでは、確認したい範囲に始点と終点を指定し、その間に等間隔でポイントを配置して、各位置の数値をグラフ化することができます。
今回の事例では、歯先の最外径部分に対してP1からP20までのポイントを設定し、各ポイントで金型との距離を確認しています。
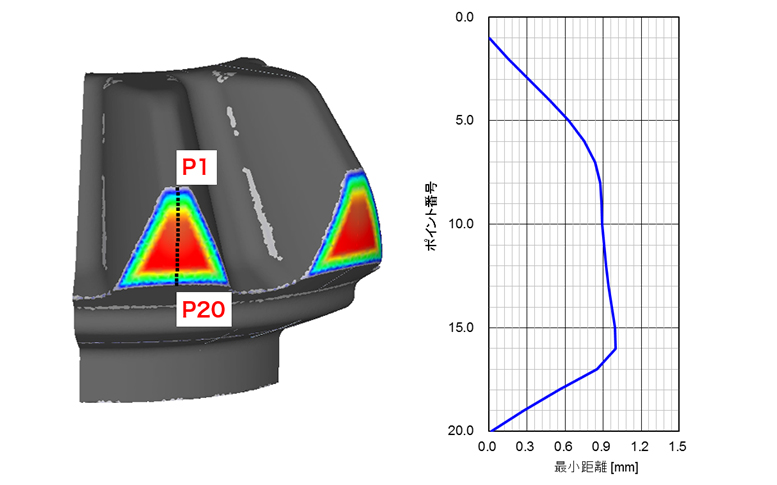
たとえば、P5付近では最小距離が約0.6mm、またP16付近では最も距離が大きくなっていることが分かります。これにより、どの位置で材料の充填が不足しているのかを、数値として把握できます。
このように、最小距離分布とポイントごとの数値評価を組み合わせることで、単に「見た目で成形できていそう」と判断するのではなく、必要寸法に対してどこまで材料が充填されているかを数値で確認できます。
狙いの歯形形状が得られているか、未充填箇所が許容範囲内に収まっているかを事前に判断できるため、実機試作前の工程検討や金型設計の精度向上につながります。
【お客様による導入事例】
> 実機トライからの脱却!DEFORMで進化する鍛造現場の高度活用事例

CAEシミュレーション活用で試作依存から脱却
ヤマナカゴーキンではDEFORMによるCAEシミュレーションを活用し、冷間鍛造の工程検討において以下の項目を確認しています。
- 荷重推移から、保有プレスの能力内で加工できるか
- 接触面圧・最大主応力から、金型が破損しないか
- ダメージ値から、鍛造品に割れが発生しないか
- 最小距離分布から、狙いの形状が得られているか
これらを実機試作の前段階で確認することで、従来であれば実際に金型を製作し、プレスで試してみなければ分からなかった課題を、設計段階で把握しやすくなります。

つまり、CAEを鍛造成形工程に組み込むことは、単に解析結果を得るための取り組みではありません。試作回数の削減、金型修正の抑制、工期短縮、そして開発コストの低減につながる、費用対効果の高い工程開発手法です。
鍛造・熱処理・切削まで。DEFORM活用を工程改善へつなげる
ヤマナカゴーキンは、冷間鍛造金型メーカーとして50年以上にわたり、鍛造現場に向き合ってきました。さらに、DEFORMを30年以上活用し、代理販売店としても25年以上にわたって、鍛造をはじめ、熱処理、切削加工、複合工程など、幅広い分野でCAEシミュレーションの活用を支援してきました。
現場を知り、DEFORMを知る会社だからこそ、CAEを「解析するだけ」で終わらせず、実際の工程設計や工法改善に活かす方法を提案できます。

冷間鍛造の試作コストや工期、工程設計の手戻りに課題を感じている方は、ぜひ一度ご相談ください。ヤマナカゴーキンが培ってきた知見をもとに、DEFORMを活用した、より費用対効果の高い成形・加工プロセスをご提案いたします。
[関連記事]
> 成形挙動と金型負荷をCAEで可視化|見落とされがちな応力ピークを発見した鍛造事例
> 板鍛造の成形課題をCAEで見える化|DEFORMによる金型負荷・割れ・充填を評価
このシミュレーションテーマでよくある質問
鍛造成形では複数工程(多工程)での成形が一般的ですが、そのようなケースにもDEFORMは対応できますか?
はい、対応可能です。
DEFORMでは、複数工程による鍛造成形も一連のプロセスとして解析することができます。実機での条件を各工程ごとに細かく設定すれば、連続したシミュレーションとして計算を行うことが可能です。
また、1工程目で発生した素材の変形や応力状態などは、そのまま次の工程に引き継がれます。そのため、実際の成形過程に近い形で、全体の流れを通した解析が行えます。
鍛造成形メーカーですが、新規で導入予定のプレス機のスペックを検討する際に、DEFORMは活用できますか? また、荷重以外にはどのような情報を確認できますか?
はい、DEFORMはまさにそのような用途にご活用いただけます。
新しいプレス機を導入する際に、必要な加圧能力や仕様を検討する目的で活用されているお客様も多くいらっしゃいます。
DEFORMでは、素材側や金型側の荷重や変形だけでなく、摩耗の進行、応力集中、温度分布、さらには設定によって素材硬度の変化なども解析可能です。これにより、実機導入前の段階で、成形性や金型寿命を具体的に予測・検証することができます。
実際の鍛造成形の実機で測定した残留応力のデータを、DEFORMのシミュレーションに反映して解析することはできますか。
はい、可能です。
DEFORMでは、実測された残留応力データをワークピースの初期条件として付与し、鍛造・切削・熱処理など各工程のシミュレーションに反映することができます。
複動プレスのような設備側の複雑な動きも、DEFORMで再現することはできますか?
はい、可能です。
DEFORMでは、多軸・複動プレスのような複雑な設備の動きについても、動作条件を設定して再現することができます。
例えば鍛造工程では、金型の上下動やタイミングなどの動作をDEFORM上で細かく設定することで、実際の現場で使用している機械の動きを反映したシミュレーションを行うことが可能です。
そのため、お客様ごとの設備条件に合わせた解析にも対応できます。