執筆者 : E.Y ㈱ヤマナカゴーキン フィールドセールス チーフエキスパート
かしめ(インターロック)×CAE|DEFORM解析と実機が高い一致性を示した検証事例
部品同士を接合する「かしめ」工法は、接合部の形状や成立性が結果に大きく影響します。
実際に、あるお客様からDEFORMによる検証のご依頼をいただき、かしめ部の寸法や角度の組み合わせを100通り以上検証しながら、最適な接合形状の導出に取り組みました。
本事例では、こうした背景を踏まえ、かしめ接合における変形挙動を事前に把握できるかを検証するため、改めてDEFORMによるシミュレーションと実機トライを組み合わせた社内検証を実施しています。
目次
CAEで再現する「異材かしめ接合」の変形挙動
アルミ×ステンレスの異材接合における変形挙動
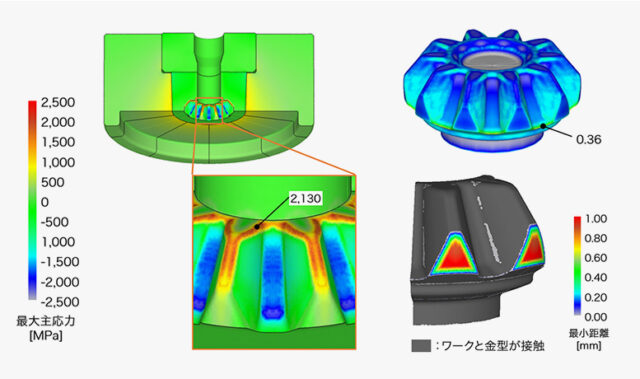
本検証では、上板にアルミ(A2017)、下板にステンレス(SUS304)という異なる材料同士を対象とした「かしめ加工」を、DEFORMを用いて再現しています。パンチによる押し込みにより、両材料が同時に塑性変形しながら接合されるプロセスをモデル化しており、シミュレーション上では、接合部が外側へ広がる「花びら状」の特徴的な変形挙動が確認されました。
本解析では、CAEによって異材同士の干渉を伴う複雑な変形挙動を可視化することで、かしめ接合の成立メカニズムを事前に把握できる点に着目しています。
実機条件を踏まえたCAE解析における摩擦設定
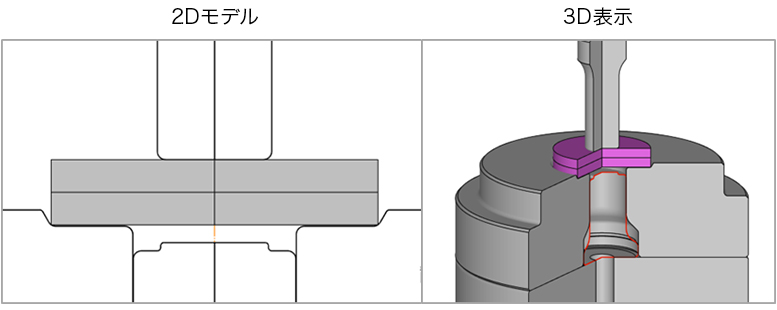
解析モデル
素材
・材質/寸法:剛塑性体(上板:A2017、φ20×2㎜)(下板:SUS304、φ20×2㎜)
・温度 :20℃ 等温
・要素数 :2000
・摩擦条件 :素材=クーロン摩擦0.6
金型
・材質/寸法:剛体(パンチ:HAP40)(ダイス:YXR7)(ダイピン:HAP40)
・要素数 :1000
・摩擦条件 :クーロン摩擦0.2
工程条件
・成形速度:1 mm/sec
・金型温度:20℃(一定)
本シミュレーションでは、特に重要なパラメータとして摩擦条件(クーロン摩擦)の設定に着目しています。
一般的なプレス加工(曲げ・絞り)では、潤滑剤の影響により、摩擦係数は0.05~0.1程度の低い値が採用されるケースが多いです。しかし、かしめ加工のように部材同士を直接押し潰して接合するプロセスでは、潤滑剤を前提としないため、接触面での摩擦抵抗は相対的に高くなります。
本事例では、過去のお客様からの受託解析案件において、DEFORM解析と実機との整合性をベースに、金型側の摩擦係数に「クーロン摩擦0.2」を採用しています。この設定により、実際のかしめ加工に近い材料の拘束状態や流動挙動の再現に寄与しています。
なお、この摩擦条件はアルミとステンレスという材料組み合わせにおいて最適化されたものであり、材料や表面状態が異なる場合には、別途検証・調整が必要となります。
かしめ接合におけるCAE解析と実機の一致性評価
本検証では、CAE解析ソフト「DEFORM」によるシミュレーション結果と、ヤマナカゴーキン社内のプレス機による実機トライ結果を比較し、かしめ加工における再現性の検証を行いました。その結果、シミュレーションで確認された「花びら状」の変形形状は、実機においても再現され、全体の形状挙動として高い一致性が確認されました。
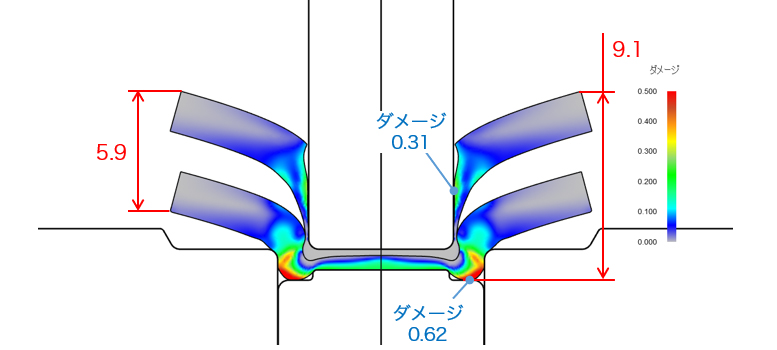
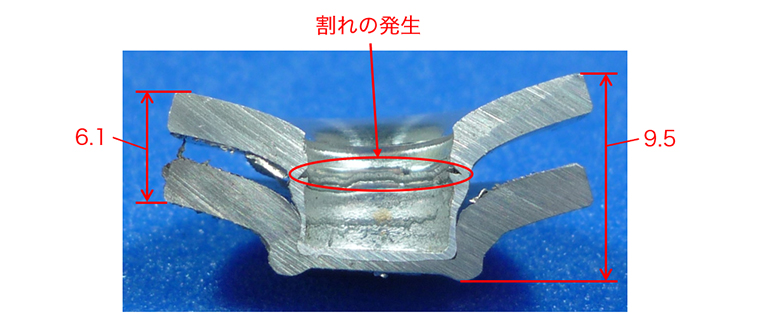
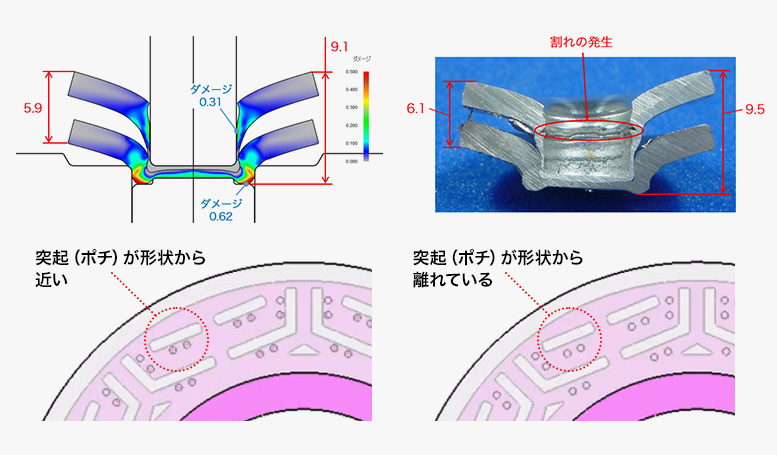
さらに寸法レベルにおいても、接合部の高さについては、解析結果が「9.1」に対し実機では「9.5」、また別の箇所では解析結果「5.9」に対し実機「6.1」と、いずれもコンマ台の差に収まる精度で一致しています。
また、実機において発生した割れについても、その発生位置はシミュレーション上で最もダメージ値が高く示された領域と一致しています。これにより、単なる形状再現にとどまらず、不具合発生位置まで予測できている点が確認されました。
これらの結果から、異材同士を対象とした「かしめ接合」のような塑性変形プロセスにおいても、DEFORMを用いたCAE解析によって、高精度な事前評価が可能であることが確認されました。本事例は、その有効性を実証したものといえます。
モーターコアのインターロックをCAEで検証
前段のかしめ検証に続き、本事例では「モーターコア」を題材に、薄板の積層構造に対するインターロック(かしめ)加工を、DEFORMで用いて再現しています。
モーターコアは、約0.25mm程度の薄い板状部材(電磁鋼板)を何百枚も積層して構成されており、それらを固定するために、局所的に突起(ポチ)を押し込むことで板同士をかしめる工法が用いられます。
本検証では、インターロックの成立に大きく影響する「押し込み位置」に着目し、突起の位置を変えた2例でシミュレーションを実施しています。その結果、左側の突起(ポチ)が製品形状に近い位置にある場合は、積層された板の内側が大きく浮き上がる挙動が確認されました。
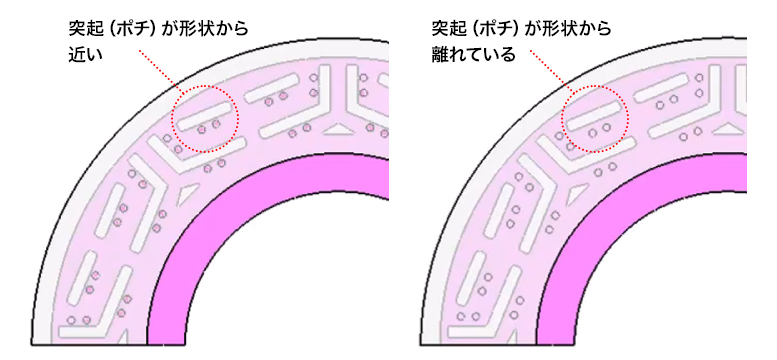
一方で、右側の突起(ポチ)が形状から離れた位置にある場合は、内側の浮きは抑えられるものの、別の部位に浮きが発生。これにより、押し込み位置によって変形の出方が大きく変化することが明らかとなりました。
このように、モーターコアのインターロック設計において重要となる「どの位置を押すか」という要素が、製品の反りや形状に直接影響することを、CAEによって把握できた点は大きな価値といえます。
幅広い塑性加工に対応するDEFORMの解析力
本事例では、かしめやインターロックといった、一般的な鍛造・プレスとは異なる塑性変形プロセスを対象に、DEFORM解析の有効性を検証しました。異材接合や薄板積層といった複雑な条件においても、変形挙動や不具合発生の傾向を高い精度で再現できることが確認できました。
DEFORMは特定の適用領域にとどまらず、幅広い塑性加工プロセスの設計・検証に活用可能な解析ツールであるといえます。
また、「このような挙動はシミュレーションできるのか」といったご相談も数多く寄せられています。気になるテーマや検証したい内容があれば、ぜひお気軽にヤマナカゴーキンまでお問い合わせください。
[関連記事]
> 破断挙動を読み解くCAE解析|DEFORMが提供する高度な破断シミュレーション
このシミュレーションテーマでよくある質問
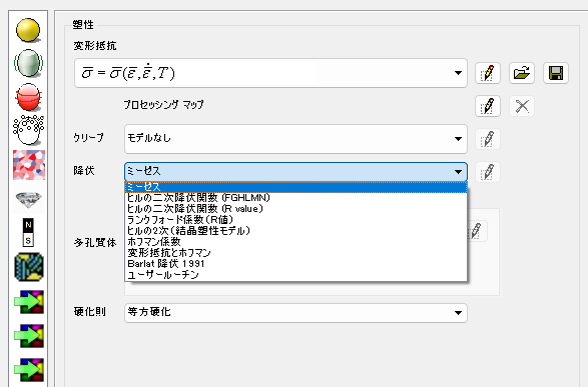
素材の異方性を踏まえた解析はできますか?
はい、可能です。
DEFORMでは、ヒルの二次降伏関数(Hill's yield function)やランクフォード係数(r値)をはじめとした、各種異方性降伏条件モデルに対応しています。
これにより、圧延方向による材料特性の違いを考慮した、より現実に即した曲げ加工シミュレーションが行えます。
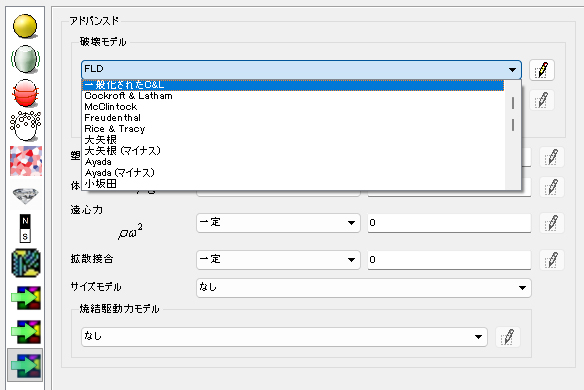
板材の割れ評価ができますか?
はい、可能です。
DEFORMでは、板材成形で広く用いられるCockcroft & Latham損傷条件や、成形限界線図(FLD)を用いた割れ評価に対応しています。
これにより、曲げ部やR部などで発生しやすい局所的なひずみ集中や割れリスクを事前に把握でき、材料選定や金型形状の検討、加工条件の最適化に活用できます。
鍛造成形では複数工程(多工程)での成形が一般的ですが、そのようなケースにもDEFORMは対応できますか?
はい、対応可能です。
DEFORMでは、複数工程による鍛造成形も一連のプロセスとして解析することができます。実機での条件を各工程ごとに細かく設定すれば、連続したシミュレーションとして計算を行うことが可能です。
また、1工程目で発生した素材の変形や応力状態などは、そのまま次の工程に引き継がれます。そのため、実際の成形過程に近い形で、全体の流れを通した解析が行えます。
材料データは、どれくらいの種類が登録されていますか?
約300種類の材料データが登録されています。
DEFORMは、鍛造用と聞いたことがありますが、ほかの工程の解析には対応していますか?
はい。鍛造以外にも、板鍛造やロール成形、締結などの塑性加工全般の解析ができるようになっています。
また、切削や熱処理、などの分野にも対応しております。