執筆者 : E.Y ㈱ヤマナカゴーキン フィールドセールス チーフエキスパート
レンズアレイ製造×圧粉成形×CAE|DEFORMによる成形・焼結プロセスの事前検討事例
レンズアレイは、スマートフォンやデジタルカメラなどに搭載される半導体デバイスで使用される、極めて微細な構造の製品です。切削加工やレーザー加工、フォトリソグラフィといった製造方法が用いられますが、高い加工精度が求められるうえ、工具破損による不良リスクや、加工時間・コストの増大といった課題を抱えやすい工程でもあります。
こうした背景から、金型を用いた鍛造成形での製造に着目。本事例では粉末材料を用いた「圧粉成形」と、その後の「焼結収縮」を前提としたレンズアレイ成形が可能かどうかを、CAEソフトウェアDEFORMを用いてシミュレーション検証しました。
鋼材による鍛造成形ではなく、粉末による圧粉成形を用いることで、素材の取り代やバリ発生を抑えながら、微細形状を高精度に金型転写できる可能性を探った事例となります。
目次
「初期相対密度」を用いたDEFORMの粉末成形解析
DEFORMには、粉末材料を成形するための独自の概念と解析機能が備わっています。粉末材料を「密度」という考え方で捉えることで、圧粉成形プロセスをCAE上でシミュレーションすることが可能です。
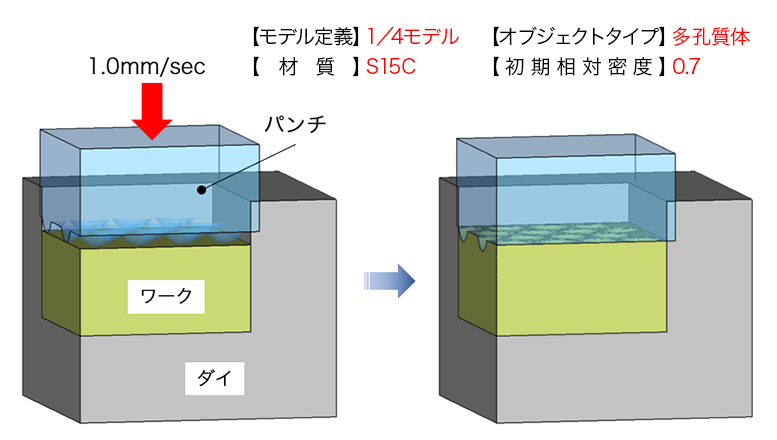
一般的な鋼材や鉄の塊は、材料が完全に詰まった状態として扱われますが、粉末材料の場合は粒子間に隙間が存在します。DEFORMでは、こうした状態を「初期相対密度」というパラメータで定義することで、粉末特有の挙動を計算に反映できます。
例えば、鋼材や鉄の塊は初期相対密度「1」として扱われます。一方、粉末が体積の約70%まで充填されている状態であれば、初期相対密度を「0.7」と設定します。これにより、圧粉成形の進行に伴って粉末が圧縮され、粒子間の隙間が徐々に減少していく過程をCAE上でシミュレーションできます。
このように、密度変化を伴う粉末特有の挙動を解析できる点は、DEFORMの開発元であるSFTC社が独自に実装した機能です。
動画で見る圧粉成形のCAEシミュレーション
以下は、圧粉成形の進行に伴う形状変化と密度分布を、DEFORMで可視化したシミュレーション動画です。
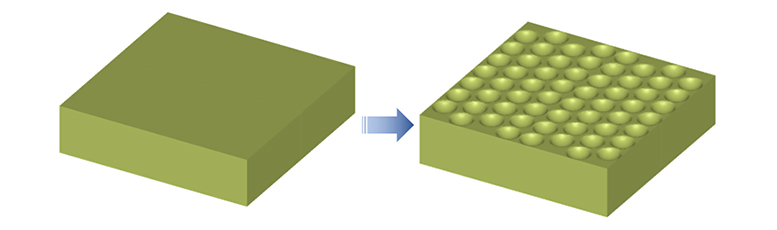
ステップ①:金型による圧粉成形
球面形状を持つ金型が上方から下降し、粉末材料に接触します。そのまま押し込むことで、粉末の塊をギュッと押し固め、レンズ形状を成形していきます。
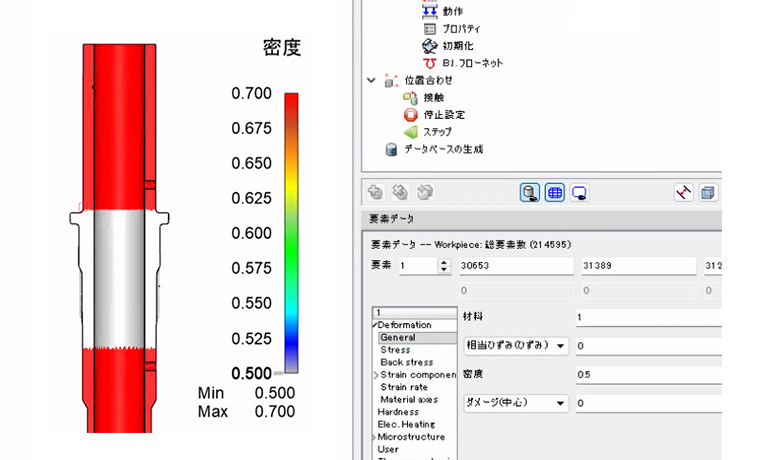
ステップ②:密度分布の変化を可視化
成形の進行に伴い、金型に押される領域から密度が上昇し、色が変化していきます。特に金型直下では赤色で表示され、相対密度「1」に近づく高密度領域が形成されていく様子が確認できます。
CAEで読み解く、圧粉成形と焼結収縮の関係
圧粉成形工程における「相対密度分布」の違い
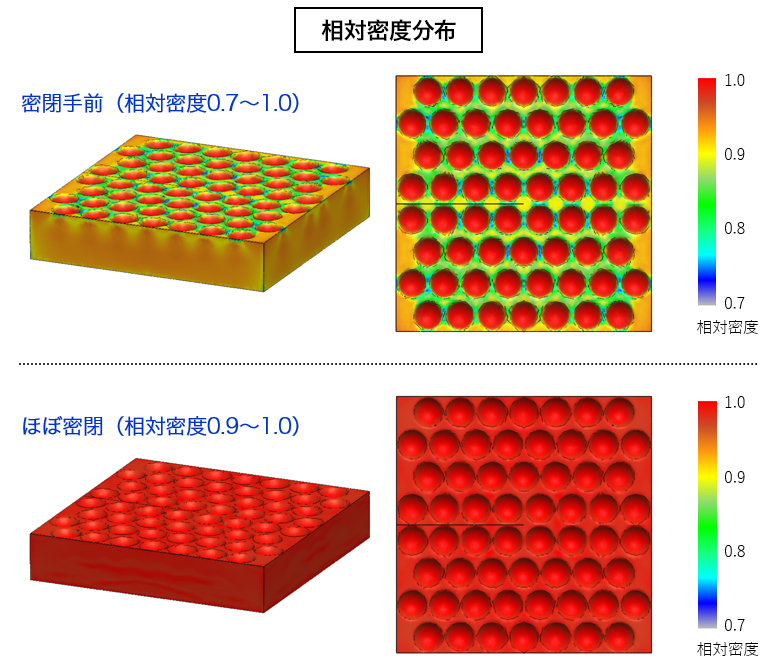
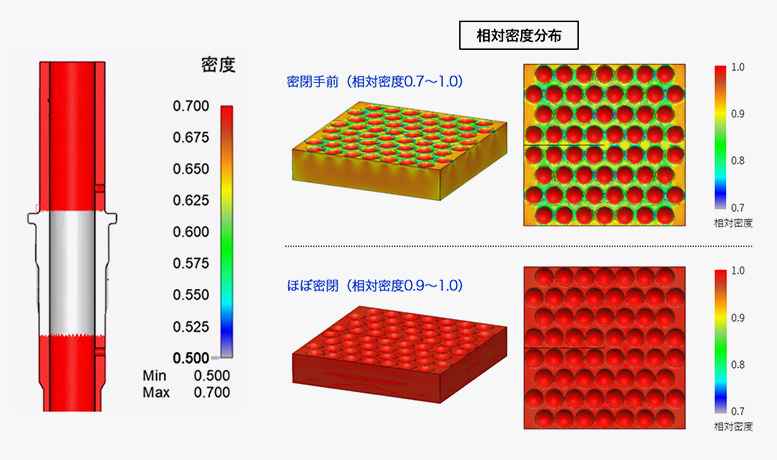
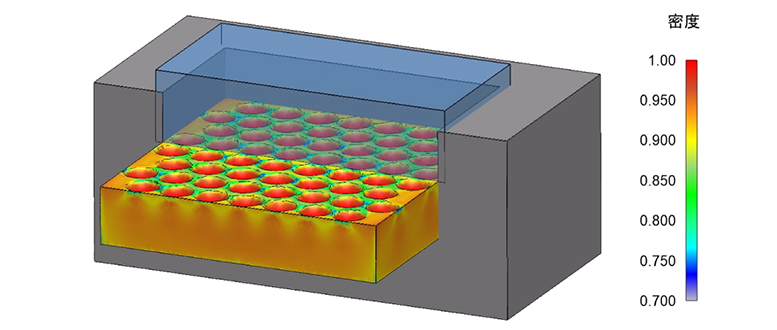
上図は、圧粉成形において金型を押し切った直後のワーク内部の「相対密度分布」を示したものです。これは、先ほど紹介したシミュレーション動画における最終状態を、分布として可視化した結果になります。
上段は、密閉手前の状態として、相対密度が0.7~1.0の範囲に分布しているケースです。球面形状付近を中心に密度のばらつきが残っており、全体的にまだ十分に詰まり切っていない状態であることが分かります。
一方、下段は、圧粉成形がさらに進行し、相対密度0.9~1.0の範囲に達した「ほぼ密閉」の状態を示しています。ワーク全体が赤色で表示されており、相対密度が限りなく「1」に近づいた、高密度な状態になっていることが確認できます。
焼結収縮工程における「変位挙動」の比較
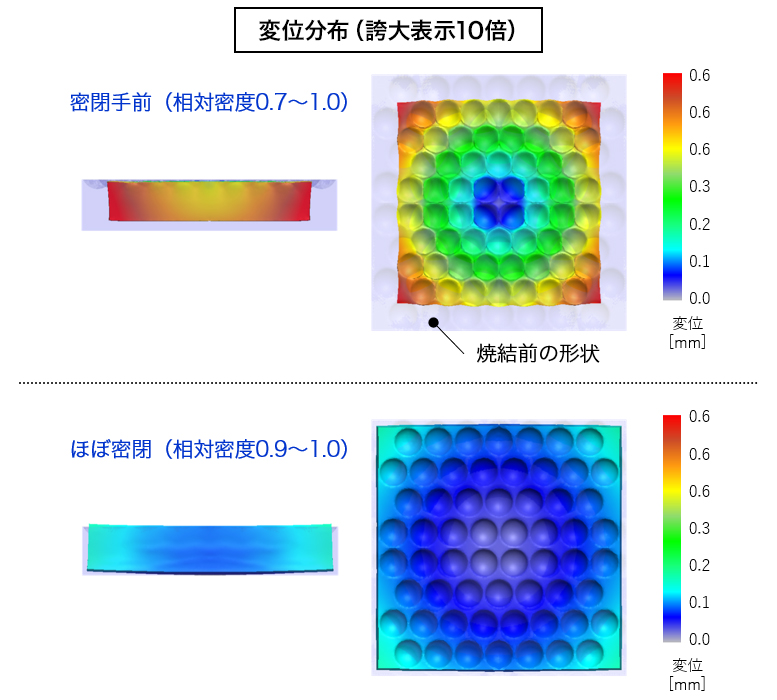
次に、これら2つの相対密度分布を初期状態として、焼結収縮工程をシミュレーションした結果が、上図になります。焼結工程では熱を加えることで粉末粒子間の隙間がさらに埋まり、全体が収縮しながら最終的に密度「1」へ近づく挙動を想定しています。
「変位分布」で結果を確認すると、上段の密閉手前の状態(相対密度0.7~1.0)では、焼結時に形状全体が大きく変位している様子が見て取れます。特にレンズ形状部では変位が顕著で、形状維持の観点では課題が残る結果となっています。
逆に下段の、相対密度を0.9~1.0まで高めた「ほぼ密閉」の状態で焼結収縮を行った場合、変位量は全体的に小さく、分布も青色を中心とした安定した結果となりました。
このことから本事例では、焼結前の圧粉成形段階で密度を高めておくことで、焼結収縮時の形状変位を抑えやすい傾向が、DEFORMのシミュレーションから確認できました。
金型負荷と製品精度の両立を目指すCAE検証
しかし、ここで注意しなければならないのは、圧粉成形段階で「密度を高めれば高めるほど良い」という、単純な話ではない点です。
焼結前に相対密度を限りなく「1」に近づけることで、焼結収縮時の形状変位は抑えやすくなりますが、その一方で、成形時に金型へ加わる負荷は大きくなります。条件によっては、金型破損といった新たな問題を引き起こす可能性もあります。
つまり、レンズアレイ製造においては、「焼結後の製品精度」と「金型への負荷」という相反する要素のバランスを見極める必要があります。
これらを実機試作の繰り返しだけで最適化していくことは、コストや時間の面から見ても現実的とは言えません。成形条件や負荷状態を事前に検討できるCAEシミュレーション検証は、こうした課題に有効な手段であり、開発工程の合理化に大きく寄与します。
【お客様による導入事例】
> 実機トライからの脱却!DEFORMで進化する鍛造現場の高度活用事例

DEFORMが可能にする製造工程の事前検討
DEFORMを30年以上取り扱ってきたヤマナカゴーキンには、DEFORMを活用したさまざまな製造現場の課題解決に関する知見に加え、多くの大学や研究機関との共同研究を通じて蓄積してきた検証実績があります。圧粉成形や焼結をはじめ、検討が難しい製造プロセスに対しても、課題に応じたシミュレーション事例をご紹介することが可能です。

CAEを用いた製造検討についてお悩みの際は、ぜひ一度ヤマナカゴーキンへご相談ください。
[関連記事]
> CAEでプレス加工の“穴精度不良”を可視化|金型たわみに起因する楕円化の再現と対策
このシミュレーションテーマでよくある質問
金型表面の粗さによって、焼き付きやすさ・焼き付きにくさの違いをシミュレーションで確認することはできますか?
はい、可能です。
DEFORMでは、金型とワーク間の「摩擦係数」を任意に設定できるため、表面の仕上げ状態に応じた焼き付き傾向を再現できます。
例えば、鏡面仕上げのように摩擦抵抗を低く設定すれば、焼き付きにくい条件下での材料の流れや伸びの挙動を確認できます。逆に、粗い表面を想定した高い摩擦条件に設定することで、焼き付きやすい状況の再現や比較検討も概ね可能です。
鍛造成形では複数工程(多工程)での成形が一般的ですが、そのようなケースにもDEFORMは対応できますか?
はい、対応可能です。
DEFORMでは、複数工程による鍛造成形も一連のプロセスとして解析することができます。実機での条件を各工程ごとに細かく設定すれば、連続したシミュレーションとして計算を行うことが可能です。
また、1工程目で発生した素材の変形や応力状態などは、そのまま次の工程に引き継がれます。そのため、実際の成形過程に近い形で、全体の流れを通した解析が行えます。
鍛造成形メーカーですが、新規で導入予定のプレス機のスペックを検討する際に、DEFORMは活用できますか? また、荷重以外にはどのような情報を確認できますか?
はい、DEFORMはまさにそのような用途にご活用いただけます。
新しいプレス機を導入する際に、必要な加圧能力や仕様を検討する目的で活用されているお客様も多くいらっしゃいます。
DEFORMでは、素材側や金型側の荷重や変形だけでなく、摩耗の進行、応力集中、温度分布、さらには設定によって素材硬度の変化なども解析可能です。これにより、実機導入前の段階で、成形性や金型寿命を具体的に予測・検証することができます。
他CADから形状の取り込みは可能ですか?
3Dでは、STL形式(*.STL)を利用します。
その他、外部で作成したメッシュデータを読み込む際、Universal形式(*.UNV)、Nastran形式(*.NAS)、Patran形式(*.PDA, *.PAT)が、形状データ/メッシュデータとして利用可能です。